–° –Є–Ј–Њ–±—А–µ—В–µ–љ–Є–µ—В–Њ –Њ—В 1957 –≥., –Љ–µ—В–Њ–і—К—В –љ–∞ –≤–Є–љ–Є–ї–Њ–≤–∞ –њ–Њ–ї–Є–Љ–µ—А–Є–Ј–∞—Ж–Є—П –Ј–∞–њ–Њ—З–≤–∞ –Є–Ј–њ–Њ–ї–Ј–≤–∞–љ–µ—В–Њ –љ–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є. –Я–Њ—А–∞–і–Є –Њ—В–ї–Є—З–љ–Є—В–µ —Б–Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Є —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –Є –љ–Є—Б–Ї–∞—В–∞ —Ж–µ–љ–∞, —В–µ –Є–Ј—В–ї–∞—Б–Ї–≤–∞—В –Ї–ї–∞—Б–Є—З–µ—Б–Ї–Є –Љ–µ—В–∞–ї–љ–Є —В—А—К–±–Њ–њ—А–Њ–≤–Њ–і–Є –Њ—В –Љ–љ–Њ–≥–Њ–±—А–Њ–є–љ–Є –±–Є—В–Њ–≤–Є –Є –њ—А–Њ–Љ–Є—И–ї–µ–љ–Є —Б–≥—А–∞–і–Є. –Ю—В —В—П—Е —Б–µ —Б—К–±–Є—А–∞—В —Б–Є—Б—В–µ–Љ–Є –Ј–∞ —В–Њ–њ–ї–∞ –Є —Б—В—Г–і–µ–љ–∞ –≤–Њ–і–∞, –Њ—В–Њ–њ–ї–µ–љ–Є–µ, –Њ—В–Њ–њ–ї–µ–љ–Є–µ. –Х–і–Є–љ—Б—В–≤–µ–љ–∞—В–∞ —В—А—Г–і–љ–Њ—Б—В –µ —Б–∞–Љ–Њ –Ј–∞–њ–Њ—П–≤–∞–љ–µ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є, –Ї–Њ–µ—В–Њ –µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Ј–∞ —В—П—Е–љ–∞—В–∞ –≤—А—К–Ј–Ї–∞.
–° –Є–Ј–Њ–±—А–µ—В–µ–љ–Є–µ—В–Њ –Њ—В 1957 –≥., –Љ–µ—В–Њ–і—К—В –љ–∞ –≤–Є–љ–Є–ї–Њ–≤–∞ –њ–Њ–ї–Є–Љ–µ—А–Є–Ј–∞—Ж–Є—П –Ј–∞–њ–Њ—З–≤–∞ –Є–Ј–њ–Њ–ї–Ј–≤–∞–љ–µ—В–Њ –љ–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є. –Я–Њ—А–∞–і–Є –Њ—В–ї–Є—З–љ–Є—В–µ —Б–Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Є —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –Є –љ–Є—Б–Ї–∞—В–∞ —Ж–µ–љ–∞, —В–µ –Є–Ј—В–ї–∞—Б–Ї–≤–∞—В –Ї–ї–∞—Б–Є—З–µ—Б–Ї–Є –Љ–µ—В–∞–ї–љ–Є —В—А—К–±–Њ–њ—А–Њ–≤–Њ–і–Є –Њ—В –Љ–љ–Њ–≥–Њ–±—А–Њ–є–љ–Є –±–Є—В–Њ–≤–Є –Є –њ—А–Њ–Љ–Є—И–ї–µ–љ–Є —Б–≥—А–∞–і–Є. –Ю—В —В—П—Е —Б–µ —Б—К–±–Є—А–∞—В —Б–Є—Б—В–µ–Љ–Є –Ј–∞ —В–Њ–њ–ї–∞ –Є —Б—В—Г–і–µ–љ–∞ –≤–Њ–і–∞, –Њ—В–Њ–њ–ї–µ–љ–Є–µ, –Њ—В–Њ–њ–ї–µ–љ–Є–µ. –Х–і–Є–љ—Б—В–≤–µ–љ–∞—В–∞ —В—А—Г–і–љ–Њ—Б—В –µ —Б–∞–Љ–Њ –Ј–∞–њ–Њ—П–≤–∞–љ–µ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є, –Ї–Њ–µ—В–Њ –µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Ј–∞ —В—П—Е–љ–∞—В–∞ –≤—А—К–Ј–Ї–∞.
- –°–≤–Њ–є—Б—В–≤–∞ –љ–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ
- –Т–Є–і–Њ–≤–µ —В—А—К–±–Є
- –•–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –љ–∞ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –Ј–∞ –Ј–∞–њ–Њ—П–≤–∞–љ–µ
- –Ґ–µ—Е–љ–Є–Ї–∞ –љ–∞ —Б–≤—К—А–Ј–≤–∞–љ–µ
- –Я—А–Њ—Ж–µ—Б –љ–∞ –Ј–∞–≤–∞—А—П–≤–∞–љ–µ
- –У—А–µ—И–Ї–Є –≤ —А–∞–±–Њ—В–∞—В–∞
- –Э–∞—Б—В—А–Њ–є–Ї–Є –Ј–∞ –Є–љ—Б—В–∞–ї–Є—А–∞–љ–µ
–°–≤–Њ–є—Б—В–≤–∞ –љ–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ
 –Я–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ—К—В –µ –±–µ–Ј—Ж–≤–µ—В–µ–љ –Љ–∞—В–µ—А–Є–∞–ї, –њ–Њ–ї—Г—З–µ–љ —З—А–µ–Ј –њ–Њ–ї–Є–Љ–µ—А–Є–Ј–∞—Ж–Є—П –љ–∞ –њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤ –Љ–Њ–љ–Њ–Љ–µ—А —Б –і–Њ–±–∞–≤—П–љ–µ—В–Њ –љ–∞ –Ї–∞—В–∞–ї–Є–Ј–∞—В–Њ—А–Є. –•–∞—А–∞–Ї—В–µ—А–Є–Ј–Є—А–∞ —Б–µ —Б —Е–Є–Љ–Є—З–µ—Б–Ї–∞ —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В –љ–∞ –і–µ–є—Б—В–≤–Є–µ—В–Њ –љ–∞ —А–∞–Ј–ї–Є—З–љ–Є —А–∞–Ј—В–≤–Њ—А–Є –љ–∞ –љ–µ–Њ—А–≥–∞–љ–Є—З–љ–∞ —Б–Њ–ї–љ–∞ –Ї–Є—Б–µ–ї–Є–љ–∞, –Ї–Є—Б–µ–ї –Є–ї–Є –∞–ї–Ї–∞–ї–µ–љ —В–Є–њ. –Ь–∞—В–µ—А–Є–∞–ї—К—В –љ–µ –∞–±—Б–Њ—А–±–Є—А–∞ —В–µ—З–љ–Њ—Б—В –Є –Є–Љ–∞ –і–Є–µ–ї–µ–Ї—В—А–Є—З–љ–Є —Б–≤–Њ–є—Б—В–≤–∞.
–Я–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ—К—В –µ –±–µ–Ј—Ж–≤–µ—В–µ–љ –Љ–∞—В–µ—А–Є–∞–ї, –њ–Њ–ї—Г—З–µ–љ —З—А–µ–Ј –њ–Њ–ї–Є–Љ–µ—А–Є–Ј–∞—Ж–Є—П –љ–∞ –њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤ –Љ–Њ–љ–Њ–Љ–µ—А —Б –і–Њ–±–∞–≤—П–љ–µ—В–Њ –љ–∞ –Ї–∞—В–∞–ї–Є–Ј–∞—В–Њ—А–Є. –•–∞—А–∞–Ї—В–µ—А–Є–Ј–Є—А–∞ —Б–µ —Б —Е–Є–Љ–Є—З–µ—Б–Ї–∞ —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В –љ–∞ –і–µ–є—Б—В–≤–Є–µ—В–Њ –љ–∞ —А–∞–Ј–ї–Є—З–љ–Є —А–∞–Ј—В–≤–Њ—А–Є –љ–∞ –љ–µ–Њ—А–≥–∞–љ–Є—З–љ–∞ —Б–Њ–ї–љ–∞ –Ї–Є—Б–µ–ї–Є–љ–∞, –Ї–Є—Б–µ–ї –Є–ї–Є –∞–ї–Ї–∞–ї–µ–љ —В–Є–њ. –Ь–∞—В–µ—А–Є–∞–ї—К—В –љ–µ –∞–±—Б–Њ—А–±–Є—А–∞ —В–µ—З–љ–Њ—Б—В –Є –Є–Љ–∞ –і–Є–µ–ї–µ–Ї—В—А–Є—З–љ–Є —Б–≤–Њ–є—Б—В–≤–∞.
–Ґ–Њ—З–Ї–∞—В–∞ –љ–∞ —В–Њ–њ–µ–љ–µ –µ –Њ–Ї–Њ–ї–Њ 170 –≥—А–∞–і—Г—Б–∞ –њ–Њ –¶–µ–ї–Ј–Є–є, –∞ —В–≤—К—А–і–Њ—Б—В—В–∞ –µ –Њ–Ї–Њ–ї–Њ 55 MPa. –Ш–Ј–і—К—А–ґ–∞ –љ–∞ –≤–ї–Є—П–љ–Є–µ—В–Њ –љ–∞ —Б—В—Г–і–∞ –і–Њ -15 –≥—А–∞–і—Г—Б–∞, –±–µ–Ј –і–∞ –њ—А–Њ–Љ–µ–љ—П —Б–≤–Њ–є—Б—В–≤–∞—В–∞ —Б–Є, –≤—К–њ—А–µ–Ї–Є —З–µ —Б—В–Њ–є–љ–Њ—Б—В–Є—В–µ –њ–Њ–і —В–∞–Ј–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ —Б—В–∞–≤–∞—В –Ї—А–µ—Е–Ї–Є.
–Я–Њ—А–∞–і–Є —Б–≤–Њ–Є—В–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є, –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ—К—В –µ –±–Є–ї —И–Є—А–Њ–Ї–Њ –Є–Ј–њ–Њ–ї–Ј–≤–∞–љ –Ї–∞—В–Њ –Љ–∞—В–µ—А–Є–∞–ї –Ј–∞ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–Њ—В–Њ –љ–∞ –≤–Њ–і–Њ–њ—А–Њ–≤–Њ–і–љ–Є —В—А—К–±–Є. –Я–Њ–ї–Є–Љ–µ—А, –Є–Ј–њ–Њ–ї–Ј–≤–∞–љ –Ј–∞ —В—П—Е–љ–Њ—В–Њ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–Њ, –Ї–Њ–є—В–Њ –љ–µ –≤—А–µ–і–Є –љ–∞ –Њ–Ї–Њ–ї–љ–∞—В–∞ —Б—А–µ–і–∞ –Є –љ–µ –Є–Ј–Є—Б–Ї–≤–∞—Б–њ–µ—Ж–Є–∞–ї–љ–Њ —А–µ—Ж–Є–Ї–ї–Є—А–∞–љ–µ. –Ю—В–ї–Є—З–љ–Њ—В–Њ –Љ—Г —Б—Ж–µ–њ–ї–µ–љ–Є–µ —Б –Љ–µ—В–∞–ї–∞ –≤–Є –њ–Њ–Ј–≤–Њ–ї—П–≤–∞ –і–∞ –љ–∞–њ—А–∞–≤–Є—В–µ —А–∞–Ј–ї–Є—З–љ–Є –≤–Є–і–Њ–≤–µ —Д–Є—В–Є–љ–≥–Є —З—А–µ–Ј –Ї–Њ–Љ–њ—А–µ—Б–Є—А–∞–љ–µ —Б –Љ–µ—Б–Є–љ–≥–Њ–≤–Є –љ–Є–Ї–µ–ї–Њ–≤–Є –≤–ї–Њ–ґ–Ї–Є —Б —А–µ–Ј–±–∞.
–Я—А–Є –љ–∞–≥—А—П–≤–∞–љ–µ –љ–∞–і 160 –≥—А–∞–і—Г—Б–∞, –њ–Њ–ї–Є–Љ–µ—А–љ–Є—П—В –Љ–∞—В–µ—А–Є–∞–ї—Б–µ –Њ–Љ–µ–Ї–Њ—В—П–≤–∞ –Є —Б—В–∞–≤–∞ –њ–ї–∞—Б—В–Є—З–љ–∞ . –Ш –Ї–Њ–≥–∞—В–Њ —Б–µ –Њ—Е–ї–∞–ґ–і–∞, —В—П –≤—А—К—Й–∞ —В–≤—К—А–і–Њ—Б—В—В–∞ —Б–Є. –Ґ–Њ–≤–∞ —Б–≤–Њ–є—Б—В–≤–Њ —Б–µ –Є–Ј–њ–Њ–ї–Ј–≤–∞ –њ—А–Є —Б–≤—К—А–Ј–≤–∞–љ–µ –љ–∞ —А–∞–Ј–ї–Є—З–љ–Є —З–∞—Б—В–Є –Њ—В —В—А—К–±–Њ–њ—А–Њ–≤–Њ–і–∞ –Њ—В –њ–ї–∞—Б—В–Љ–∞—Б–∞. –Ш–Ј–њ–Њ–ї–Ј–≤–∞ —Б–µ –њ–Њ—П–ї–љ–Є–Ї (–ґ–µ–ї—П–Ј–Њ) –Ј–∞ –Є–Ј–≤—К—А—И–≤–∞–љ–µ –љ–∞ –љ–µ—А–∞–Ј–≥–ї–Њ–±—П–µ–Љ–∞ –≤—А—К–Ј–Ї–∞. –Т —В–Њ–Ј–Є —Б–ї—Г—З–∞–є, –Ј–∞ –і–∞ —Б–µ –Є–Ј–њ–Њ–ї–Ј–≤–∞ –њ–Њ—П–ї–љ–Є–Ї –Ј–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є, –љ–µ —Б–µ –Є–Ј–Є—Б–Ї–≤–∞—В —Б–њ–µ—Ж–Є–∞–ї–љ–Є –њ–Њ–Ј–љ–∞–љ–Є—П.
–Я–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ
–Т–Є–і–Њ–≤–µ —В—А—К–±–Є
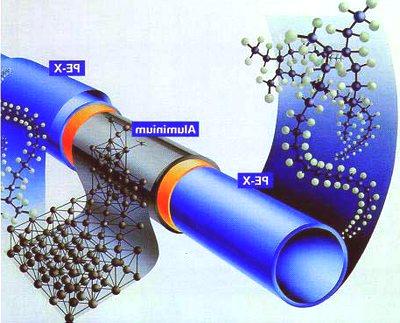
–Я–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є—В–µ —В—А—К–±–Є (PAPs) –Љ–Њ–≥–∞—В –і–∞ –њ—А–µ–і–∞–≤–∞—В –Ї–∞–Ї—В–Њ —Б—В—Г–і–µ–љ–∞, —В–∞–Ї–∞ –Є —В–Њ–њ–ї–∞ –≤–Њ–і–∞. –Т –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В –Њ—В –Є–Ј–Є—Б–Ї–≤–∞–љ–Є—П—В–∞ –Ј–∞ –≤–Њ–і–Њ—Б–љ–∞–±–і—П–≤–∞–љ–µ —Б–µ –Є–Ј–њ–Њ–ї–Ј–≤–∞—В –Є–љ—В–µ–≥—А–∞–ї–љ–Є –Є–ї–Є –∞—А–Љ–Є—А–∞–љ–Є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є. –Р—А–Љ–Є—А–Њ–≤–Ї–∞—В–∞ –њ–Њ–Ј–≤–Њ–ї—П–≤–∞ –і–∞ —Б–µ –љ–∞–Љ–∞–ї—П—В —В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–Є—В–µ —А–∞–Ј—И–Є—А–µ–љ–Є—П.

–Ь–Њ–ґ–µ –і–∞ —Б–µ –Є–Ј–њ—К–ї–љ–Є–њ–Њ —Б–ї–µ–і–љ–Є—В–µ –љ–∞—З–Є–љ–Є :
- –њ–Њ–Ї—А–Є—В —Б –∞–ї—Г–Љ–Є–љ–Є–є –Њ—В –≤—К–љ—И–љ–∞—В–∞ —Б—В—А–∞–љ–∞ –љ–∞ —В—А—К–±–∞—В–∞;
- —З—А–µ–Ј –і–Њ–±–∞–≤—П–љ–µ –љ–∞ –∞–ї—Г–Љ–Є–љ–Є–µ–≤–∞ –Љ—А–µ–ґ–∞ –≤ —Б—А–µ–і–∞—В–∞ –љ–∞ —Б—В—А—Г–Ї—В—Г—А–∞—В–∞;
- –∞—А–Љ–Є—А–Њ–≤–Ї–∞ —Б –Є–Ј–њ–Њ–ї–Ј–≤–∞–љ–µ –љ–∞ —Д–Є–±—А–Њ—Б—В—К–Ї–ї–Њ;
- —З—А–µ–Ј —Б–ї–Є–≤–∞–љ–µ –љ–∞ –Ї–Њ–Љ–њ–Њ–Ј–Є—В–µ–љ –Љ–∞—В–µ—А–Є–∞–ї —Б –≤–ї–∞–Ї–љ–µ—Б—В–Є –≤–ї–∞–Ї–љ–∞.
–Т –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В –Њ—В –≤–Є–і–∞ –љ–∞ –∞—А–Љ–Є—А–Њ–≤–Ї–∞—В–∞, –Є–љ—Б—В—А—Г–Ї—Ж–Є–Є—В–µ –Ј–∞ —Б–њ–Њ—П–≤–∞–љ–µ –љ–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є —Б–µ –њ—А–Њ–Љ–µ–љ—П—В –ї–µ–Ї–Њ.
–Ґ–Њ–≤–∞ –µ –њ–Њ-—Б–Ї–Њ—А–Њ –Ј–∞ —Г—Б—В—А–Њ–є—Б—В–≤–∞, –Є–Ј–њ–Њ–ї–Ј–≤–∞—Й–Є –∞–ї—Г–Љ–Є–љ–Є–є. –Я–ї–∞—Б—В–Љ–∞—Б–Њ–≤–Є—В–µ —В—А—К–±–Є—З–Ї–Є —Б–∞ –Љ–∞—А–Ї–Є—А–∞–љ–Є —Б –ї–∞—В–Є–љ—Б–Ї–Є –±—Г–Ї–≤–Є PN –Є —Б–ї–µ–і —В—П—Е. –Ґ–µ–Ј–Є —З–Є—Б–ї–∞ –њ—А–µ–і—Б—В–∞–≤–ї—П–≤–∞—В –љ–∞–є-–≥–Њ–ї—П–Љ–Њ—В–Њ –љ–∞–ї—П–≥–∞–љ–µ, –Ї–Њ–µ—В–Њ –Љ–Њ–ґ–µ –і–∞ –Є–Ј–і—К—А–ґ–Є –љ–∞ –≤–Ј–µ—В–Є—П –Њ—В —В—П—Е –њ—А–Њ–µ–Ї—В. –Ф–∞, PN 20–њ–Њ–Ї–∞–Ј–≤–∞, —З–µ –љ–∞–ї—П–≥–∞–љ–µ—В–Њ –≤ —Б—А–µ–і–∞—В–∞ –љ–∞ –≤–Њ–і–Њ—Б–љ–∞–±–і—П–≤–∞–љ–µ—В–Њ –Љ–Њ–ґ–µ –і–∞ –і–Њ—Б—В–Є–≥–љ–µ 2 –Ь–†–∞.
–Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Є—В–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –љ–∞ –Є–Ј–њ–Њ–ї–Ј–≤–∞–љ–Є—В–µ –≤–Є–і–Њ–≤–µ PPR –Є —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є—В–µ –љ–∞ —В—П—Е–љ–∞—В–∞ –≤—А—К–Ј–Ї–∞ –Ј–∞ –≤–Є–Ј—Г–∞–ї–Є–Ј–∞—Ж–Є—П —Б–∞ —Г–і–Њ–±–љ–Њ –Њ–±–Њ–±—Й–µ–љ–Є –≤ —В–∞–±–ї–Є—Ж–∞—В–∞:
| –Ґ–Є–њ –∞—А–Љ–Є—А–Њ–≤–Ї–∞ | –Ґ–Њ–Ј–Є –њ–∞—А–∞–Љ–µ—В—К—А –µ –љ–∞–є-–≤–Є—Б–Њ–Ї–∞—В–∞ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –љ–∞ –≤–Њ–і–∞—В–∞, C0 | –°—В–µ–њ–µ–љ –љ–∞ –і–µ—Д–Њ—А–Љ–∞—Ж–Є—П | –Э–∞–є-–≤–Є—Б–Њ–Ї–Њ—В–Њ –љ–∞–ї—П–≥–∞–љ–µ, atm | –Я—А–Є–ї–Њ–ґ–µ–љ–Є–µ | –•–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –љ–∞ –≤—А—К–Ј–Ї–∞—В–∞ |
| –±–µ–Ј –∞—А–Љ–Є—А–Њ–≤–Ї–∞ | 60 | —Б—А–µ–і–љ–Њ | 1 | —Б–љ–∞–±–і—П–≤–∞–љ–µ —Б —Б—В—Г–і–µ–љ–∞ –≤–Њ–і–∞ | - |
| 70 | —Б—А–µ–і–љ–Њ | 1.5 | –њ—А–µ—Е–≤—К—А–ї—П–љ–µ –љ–∞ –≥–Њ—А–µ—Й–∞ –Є–ї–Є —Б—В—Г–і–µ–љ–∞ —Б—А–µ–і–∞ | –Є–Ј–Є—Б–Ї–≤–∞ –Њ—В—Б—В—А–∞–љ—П–≤–∞–љ–µ –љ–∞ –њ–µ—А—Д–Њ—А–∞—Ж–Є—П—В–∞ –њ—А–µ–і–Є –Ј–∞–њ–Њ—П–≤–∞–љ–µ | |
| —Д–Є–±—А–Њ—Б—В—К–Ї–ї–Њ | 90 | –љ–Є—Б–Ї–Њ | 2 | –Њ—В–Њ–њ–ї–Є—В–µ–ї–љ–Є —Б–Є—Б—В–µ–Љ–Є, —В–Њ–њ—К–ї –њ–Њ–і | –љ–µ –Є–Ј–Є—Б–Ї–≤–∞ —Б—В—А–Є–њ–Є–љ–≥ |
| –Ї–Њ–Љ–њ–Њ–Ј–Є—В–µ–љ –Љ–∞—В–µ—А–Є–∞–ї | 95 | –љ—Г–ї–∞ | 3 | –Є–ї–Є | –Т—А–µ–Љ–µ—В–Њ –љ–∞ –Ї—А–∞–є–љ–∞—В–∞ –≤—А—К–Ј–Ї–∞ –µ —В—А–Є –Љ–Є–љ—Г—В–Є | .
–Я–Њ —В–Њ–Ј–Є –љ–∞—З–Є–љ –Њ–±–ї–∞—Б—В—В–∞ –љ–∞ –њ—А–Є–ї–Њ–ґ–µ–љ–Є–µ –љ–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є—В–µ —В—А—К–±–Њ–њ—А–Њ–≤–Њ–і–Є –µ –Њ–±—И–Є—А–љ–∞. –Ш —В—П—Е–љ–∞—В–∞ —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В –љ–∞ –Ї–Њ—А–Њ–Ј–Є—П –Є –≤—К–љ—И–љ–Є –≤–ї–Є—П–љ–Є—П, –Љ–µ—Е–∞–љ–Є—З–љ–∞ —В–≤—К—А–і–Њ—Б—В, –Є–Ј–і—А—К–ґ–ї–Є–≤–Њ—Б—В, –њ—А–Њ—Б—В–Њ—В–∞ –љ–∞ –Љ–Њ–љ—В–∞–ґ –Є –љ–Є—Б–Ї–∞ —Ж–µ–љ–∞ –≥–Є –њ—А–∞–≤—П—В –њ–Њ–њ—Г–ї—П—А–љ–Є. –У–Њ–ї—П–Љ–∞ —З–∞—Б—В –Њ—В —В–Њ–≤–∞ —Б–µ —Г–ї–µ—Б–љ—П–≤–∞ –Њ—В –њ—А–Њ—Б—В–Њ—В–∞—В–∞ –љ–∞ —Б–≤—К—А–Ј–≤–∞–љ–µ –љ–∞ —З–∞—Б—В–Є –Њ—В –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П—В–∞, –Ї–Њ–µ—В–Њ –Њ—Б–Є–≥—Г—А—П–≤–∞ –љ–∞–і–µ–ґ–і–љ–∞, –љ–µ–і–µ–ї–Є–Љ–∞ –≤—А—К–Ј–Ї–∞. –Ч–∞ —Б—А–∞–≤–љ–µ–љ–Є–µ, –Є–љ—Б—В–∞–ї–Є—А–∞–љ–µ—В–Њ –љ–∞ —Ж—П–ї–∞—В–∞ —Б–Є—Б—В–µ–Љ–∞ —Б—К—Б —Б–Њ–±—Б—В–≤–µ–љ–Є—В–µ —Б–Є —А—К—Ж–µ –Њ—В–љ–µ–Љ–∞ –Њ—В –њ–µ—В –і–Њ —И–µ—Б—В –њ—К—В–Є –њ–Њ-–Љ–∞–ї–Ї–Њ –≤—А–µ–Љ–µ –Њ—В –Љ–µ—В–∞–ї–∞.
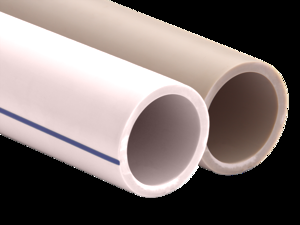
–Я–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є –Т–Є–ґ–і–∞—В–µ —В—А—К–±–Є –Є —В—П—Е–љ–∞—В–∞ —А–∞–Ј–ї–Є–Ї–∞
–•–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –љ–∞ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –Ј–∞ –Ј–∞–њ–Њ—П–≤–∞–љ–µ
 –Ч–∞ –Ј–∞–≤–∞—А—П–≤–∞–љ–µ –љ–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є –љ–µ –µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –і–∞ —Б–µ –Ї–∞–љ—П—В–њ—А–Њ—Д–µ—Б–Є–Њ–љ–∞–ї–љ–Є, –≤—Б–Є—З–Ї–Є –Њ–њ–µ—А–∞—Ж–Є–Є –Љ–Њ–≥–∞—В –і–∞ —Б–µ –Є–Ј–≤—К—А—И–≤–∞—В —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї–љ–Њ. –Э–Њ —В—А—П–±–≤–∞ –і–∞ —Б–µ –Њ—В–±–µ–ї–µ–ґ–Є, —З–µ —Б—К–≤–Љ–µ—Б—В–љ–∞—В–∞ —А–∞–±–Њ—В–∞ –µ –Љ–љ–Њ–≥–Њ –њ–Њ-—Г–і–Њ–±–љ–∞. –Ш–љ—Б—В—А—Г–Љ–µ–љ—В—К—В, –Є–Ј–њ–Њ–ї–Ј–≤–∞–љ –Ј–∞ —Б–≤—К—А–Ј–≤–∞–љ–µ —Б–µ –љ–∞—А–Є—З–∞ –њ–Њ—П–ї–љ–Є–Ї –Є–ї–Є –ґ–µ–ї—П–Ј–Њ. –Ъ–ї–∞—Б–Є—Д–Є—Ж–Є—А–∞–є—В–µ –≥–Њ –њ–Њ –і–≤–∞ –љ–∞—З–Є–љ–∞: –і–Є–Ј–∞–є–љ –Є –Љ–Њ—Й–љ–Њ—Б—В.
–Ч–∞ –Ј–∞–≤–∞—А—П–≤–∞–љ–µ –љ–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є –љ–µ –µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –і–∞ —Б–µ –Ї–∞–љ—П—В–њ—А–Њ—Д–µ—Б–Є–Њ–љ–∞–ї–љ–Є, –≤—Б–Є—З–Ї–Є –Њ–њ–µ—А–∞—Ж–Є–Є –Љ–Њ–≥–∞—В –і–∞ —Б–µ –Є–Ј–≤—К—А—И–≤–∞—В —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї–љ–Њ. –Э–Њ —В—А—П–±–≤–∞ –і–∞ —Б–µ –Њ—В–±–µ–ї–µ–ґ–Є, —З–µ —Б—К–≤–Љ–µ—Б—В–љ–∞—В–∞ —А–∞–±–Њ—В–∞ –µ –Љ–љ–Њ–≥–Њ –њ–Њ-—Г–і–Њ–±–љ–∞. –Ш–љ—Б—В—А—Г–Љ–µ–љ—В—К—В, –Є–Ј–њ–Њ–ї–Ј–≤–∞–љ –Ј–∞ —Б–≤—К—А–Ј–≤–∞–љ–µ —Б–µ –љ–∞—А–Є—З–∞ –њ–Њ—П–ї–љ–Є–Ї –Є–ї–Є –ґ–µ–ї—П–Ј–Њ. –Ъ–ї–∞—Б–Є—Д–Є—Ж–Є—А–∞–є—В–µ –≥–Њ –њ–Њ –і–≤–∞ –љ–∞—З–Є–љ–∞: –і–Є–Ј–∞–є–љ –Є –Љ–Њ—Й–љ–Њ—Б—В.
–Т—К–њ—А–µ–Ї–Є –Ї–Њ–љ—Б—В—А—Г–Ї—В–Є–≤–љ–Є—В–µ —А–∞–Ј–ї–Є—З–Є—П –Є –Љ–љ–Њ–≥–Њ—В–Њ –Љ–∞—А–Ї–Є, –њ—А–Є–љ—Ж–Є–њ—К—В –љ–∞ —А–∞–±–Њ—В–∞ –љ–∞ —Г—Б—В—А–Њ–є—Б—В–≤–∞—В–∞ –µ –µ–і–Є–љ –Є —Б—К—Й. –Я–Њ–і–Њ–±–љ–Њ –љ–∞ –Њ–±–Є–Ї–љ–Њ–≤–µ–љ–Њ—В–Њ –ґ–µ–ї—П–Ј–Њ—В–µ –Є–Љ–∞—В –і–≤–∞ –Њ—Б–љ–Њ–≤–љ–Є –µ–ї–µ–Љ–µ–љ—В–∞ : –љ–∞–≥—А–µ–≤–∞—В–µ–ї –Є —В–µ—А–Љ–Њ—А–µ–≥—Г–ї–∞—В–Њ—А. –Т –і–Њ–њ—К–ї–љ–µ–љ–Є–µ, –Ј–∞–і—К–ї–ґ–Є—В–µ–ї–µ–љ –∞—В—А–Є–±—Г—В –љ–∞ –Ј–∞–њ–Њ—П–≤–∞–љ–µ –µ –і—О–Ј–Є—В–µ. –Ґ–µ —Б–µ —Б—З–Є—В–∞—В –Ј–∞ –Ї–Њ–љ—Б—Г–Љ–∞—В–Є–≤–Є –Є —Б–µ –њ—А–Њ–і–∞–≤–∞—В —Б –њ–Њ—П–ї–љ–Є–Ї, –Ї–∞–Ї—В–Њ –Є –Њ—В–і–µ–ї–љ–Њ –≤ —В—К—А–≥–Њ–≤–Є—П—В–∞ –љ–∞ –і—А–µ–±–љ–Њ. –Ф—О–Ј–Є—В–µ —Б–∞ –љ–∞–њ—А–∞–≤–µ–љ–Є –Њ—В —В–Њ–њ–ї–Њ–њ—А–Њ–≤–Њ–і–Є–Љ –Љ–∞—В–µ—А–Є–∞–ї, –њ–Њ–Ї—А–Є—В –Њ—В–≥–Њ—А–µ –љ–∞ —В–µ—Д–ї–Њ–љ–Њ–≤–Є—П —Б–ї–Њ–є. –Я—А–Є—Б—В–∞–≤–Ї–∞—В–∞ —Б–µ —Б—К—Б—В–Њ–Є –Њ—В –і–≤–∞ –µ–ї–µ–Љ–µ–љ—В–∞: –µ–і–љ–∞—В–∞ —Б –≤–і–ї—К–±–љ–∞—В–Є–љ–∞, –∞ –і—А—Г–≥–∞—В–∞ —Б —А–∞–Љ–Њ. –° —В—П—Е–љ–∞ –њ–Њ–Љ–Њ—Й —Б–µ –љ–∞–≥—А—П–≤–∞ –≤—К—В—А–µ—И–љ–∞—В–∞ –Є –≤—К–љ—И–љ–∞—В–∞ –њ–Њ–≤—К—А—Е–љ–Њ—Б—В –љ–∞ —В—А—К–±–∞—В–∞ –Є —Д–Є—В–Є–љ–≥–∞.
–Ґ–µ—А–Љ–Њ–і–≤–Њ–є–Ї–∞—В–∞ —Б–µ –љ–∞–Љ–Є—А–∞ –≤ —Б—А–µ–і–∞—В–∞ –љ–∞ –Ї—Г—В–Є—П—В–∞, –Ї—К–Љ –Ї–Њ—П—В–Њ —Б–∞ –Ј–∞–≤–Є–љ—В–µ–љ–Є –і—О–Ј–Є—В–µ. –Ч–∞ —А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ –љ–∞–≥—А—П–≤–∞–љ–µ –Є –ї–µ—Б–љ–∞ —Г–њ–Њ—В—А–µ–±–∞, —В—П—Е–љ–Њ—В–Њ –Љ–µ—Б—В–Њ–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –µ –Њ—В–љ–Њ—Б–Є—В–µ–ї–љ–Њ –Ї–Њ–∞–Ї—Б–Є–∞–ї–љ–Њ. –Ъ–Њ–≥–∞—В–Њ –≤–Ї–ї—О—З–Є—В–µ —Г—Б—В—А–Њ–є—Б—В–≤–Њ—В–Њ –≤ 220 –≤–Њ–ї—В–∞ –Љ—А–µ–ґ–∞, —В–µ—А–Љ–Њ–і–≤–Њ–є–Ї–∞—В–∞ —Б–µ –љ–∞–≥—А—П–≤–∞ —З—А–µ–Ј –њ—А–µ–і–∞–≤–∞–љ–µ –љ–∞ —В–Њ–њ–ї–Є–љ–∞—В–∞ –Ї—К–Љ —Б–њ–Њ—П–≤–∞—Й–∞—В–∞ —З–µ—А—Г–њ–Ї–∞. –Ш —В–Њ–є, –Њ—В —Б–≤–Њ—П —Б—В—А–∞–љ–∞, –Ј–∞–≥—А—П–≤–∞ –і—О–Ј–Є—В–µ. –° –њ–Њ–Љ–Њ—Й—В–∞ –љ–∞ —В–µ—А–Љ–Њ—Б—В–∞—В —Б–µ –њ–Њ–Ї–∞–Ј–≤–∞ –Є –њ–Њ–і–і—К—А–ґ–∞ –ґ–µ–ї–∞–љ–∞—В–∞ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –љ–∞ –Њ—В–Њ–њ–ї–µ–љ–Є–µ.
–Т–µ–і–љ–∞–≥–∞ —Б–ї–µ–і –Ї–∞—В–Њ —В–µ—А–Љ–Њ–і–≤–Њ–є–Ї–∞—В–∞ —Д–Є–Ї—Б–Є—А–∞ –ґ–µ–ї–∞–љ–∞—В–∞ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞, —В–µ—А–Љ–Њ–і–≤–Њ–є–Ї–∞—В–∞ —Б–µ –Ј–∞–і–µ–є—Б—В–≤–∞ –Є –њ–Њ–і–∞–≤–∞–љ–µ—В–Њ –љ–∞ –љ–∞–њ—А–µ–ґ–µ–љ–Є–µ –Ї—К–Љ –љ–∞–≥—А–µ–≤–∞—В–µ–ї—П —Б–µ —Б–њ–Є—А–∞. –Ъ–Њ–≥–∞—В–Њ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞—В–∞ –њ–∞–і–љ–µ –Њ—В –і–≤–µ –і–Њ —В—А–Є –≥—А–∞–і—Г—Б–∞, –љ–∞–≥—А–µ–≤–∞—В–µ–ї—П—В –µ —Б–≤—К—А–Ј–∞–љ–Љ—А–µ–ґ–∞.
–Ґ–µ—Е–љ–Є–Ї–∞ –љ–∞ —Б–≤—К—А–Ј–≤–∞–љ–µ
 –Ч–∞ –і–∞ —Б–µ –Ї–Њ–Љ–±–Є–љ–Є—А–∞—В –њ—А–∞–≤–Є–ї–љ–Њ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є—В–µ —В—А—К–±–Є, –Ј–∞–Ї—Г–њ—Г–≤–∞–љ–µ—В–Њ –љ–∞ –њ–Њ—П–ї–љ–Є–Ї –љ—П–Љ–∞ –і–∞ –µ –і–Њ—Б—В–∞—В—К—З–љ–Њ. –Ъ–∞–Ї—В–Њ –≤—К–≤ –≤—Б–µ–Ї–Є —Б–ї—Г—З–∞–є, –Њ–њ–Є—В—К—В –µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ, —В–∞–Ї–∞ —З–µ —Б–њ–µ—Ж–Є–∞–ї–Є—Б—В–Є—В–µ –њ—А–µ–њ–Њ—А—К—З–≤–∞—В –љ–∞ –љ–∞—З–Є–љ–∞–µ—Й–Є—В–µ –њ—К—А–≤–Њ –і–∞ —А–∞–±–Њ—В—П—В –≤—К—А—Е—Г –њ—А–Њ–±–Є, –∞ —Б–ї–µ–і —В–Њ–≤–∞ –і–∞ –њ—А–Њ–і—К–ї–ґ–∞—В –і–∞ –Ј–∞–≤–∞—А—П–≤–∞—В –Њ—Б–љ–Њ–≤–љ–Є—П –њ—А–Њ–µ–Ї—В.
–Ч–∞ –і–∞ —Б–µ –Ї–Њ–Љ–±–Є–љ–Є—А–∞—В –њ—А–∞–≤–Є–ї–љ–Њ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є—В–µ —В—А—К–±–Є, –Ј–∞–Ї—Г–њ—Г–≤–∞–љ–µ—В–Њ –љ–∞ –њ–Њ—П–ї–љ–Є–Ї –љ—П–Љ–∞ –і–∞ –µ –і–Њ—Б—В–∞—В—К—З–љ–Њ. –Ъ–∞–Ї—В–Њ –≤—К–≤ –≤—Б–µ–Ї–Є —Б–ї—Г—З–∞–є, –Њ–њ–Є—В—К—В –µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ, —В–∞–Ї–∞ —З–µ —Б–њ–µ—Ж–Є–∞–ї–Є—Б—В–Є—В–µ –њ—А–µ–њ–Њ—А—К—З–≤–∞—В –љ–∞ –љ–∞—З–Є–љ–∞–µ—Й–Є—В–µ –њ—К—А–≤–Њ –і–∞ —А–∞–±–Њ—В—П—В –≤—К—А—Е—Г –њ—А–Њ–±–Є, –∞ —Б–ї–µ–і —В–Њ–≤–∞ –і–∞ –њ—А–Њ–і—К–ї–ґ–∞—В –і–∞ –Ј–∞–≤–∞—А—П–≤–∞—В –Њ—Б–љ–Њ–≤–љ–Є—П –њ—А–Њ–µ–Ї—В.
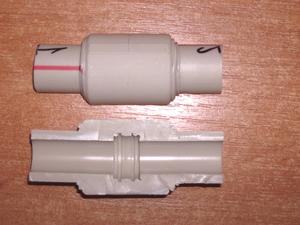
–Я—А–µ–і–Є –Ј–∞–њ–Њ—З–≤–∞–љ–µ –љ–∞ —А–∞–±–Њ—В–∞—Б–ї–µ–і–≤–∞ –і–∞ —Б–µ –Є–Ј–≤—К—А—И–∞—В —А–µ–і–Є—Ж–∞ –њ–Њ–і–≥–Њ—В–≤–Є—В–µ–ї–љ–Є –Њ–њ–µ—А–∞—Ж–Є–Є . –Ґ–Њ–≤–∞ —Б–µ –Њ—В–љ–∞—Б—П –Ї–∞–Ї—В–Њ –Ј–∞ —Б–≤—К—А–Ј–≤–∞—Й–Є—В–µ —З–∞—Б—В–Є, —В–∞–Ї–∞ –Є –Ј–∞ —Г—Б—В—А–Њ–є—Б—В–≤–Њ—В–Њ –Ј–∞ –Ј–∞–њ–Њ—П–≤–∞–љ–µ. –Я—А–Є–љ—Ж–Є–њ—К—В –љ–∞ –Ј–∞–≤–∞—А—П–≤–∞–љ–µ —Б–µ –Њ—Б–љ–Њ–≤–∞–≤–∞ –љ–∞ —В–Њ–њ–µ–љ–µ—В–Њ –љ–∞ –і–≤–µ —З–∞—Б—В–Є, –њ–Њ—Б–ї–µ–і–≤–∞–љ–Њ –Њ—В —В—П—Е–љ–Њ—В–Њ —Д–Є–Ј–Є—З–µ—Б–Ї–Њ —Б–≤—К—А–Ј–≤–∞–љ–µ –µ–і–Є–љ —Б –і—А—Г–≥ –і–Њ –Ї—А–Є—Б—В–∞–ї–Є–Ј–∞—Ж–Є—П. –Ч–∞ –і–∞ —Б–µ –Њ—Б–Є–≥—Г—А–Є —Б–Є–≥—Г—А–љ–Њ –Ј–∞–≤–∞—А—П–≤–∞–љ–µ, –µ–і–Є–љ –Њ—В –Ј–∞–≤–∞—А–µ–љ–Є—В–µ —З–∞—Б—В–Є —Б–µ –њ–Њ—Б—В–∞–≤—П –≤ –і—А—Г–≥–∞—В–∞ –љ–∞ –і—К–ї–±–Њ—З–Є–љ–∞ –Њ—В 13 –і–Њ 32 –Љ–Є–ї–Є–Љ–µ—В—А–∞, –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В –Њ—В –і–Є–∞–Љ–µ—В—К—А–∞ –љ–∞ —З–∞—Б—В–Є—В–µ. –Ч–∞–≤–∞—А—П–≤–∞–љ–µ—В–Њ –љ–∞ –і–≤–µ —В—А—К–±–Є —Б—В–∞–≤–∞ —З—А–µ–Ј —Д–Є—В–Є–љ–≥. –Ґ–µ —Б–µ –њ—А–µ–і–ї–∞–≥–∞—В –≤ —А–∞–Ј–ї–Є—З–љ–Є —Д–Њ—А–Љ–Є –Є —А–∞–Ј–Љ–µ—А–Є. –Т—Б–µ–Ї–Є —Д–Є—В–Є–љ–≥ –µ –њ—А–Њ–µ–Ї—В–Є—А–∞–љ –Ј–∞ –Њ–њ—А–µ–і–µ–ї–µ–љ –і–Є–∞–Љ–µ—В—К—А –љ–∞ —В—А—К–±–∞—В–∞, —В–∞–Ї–∞ —З–µ –њ—А–Є –Ј–∞–њ–Њ—П–≤–∞–љ–µ –µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –і–∞ —Б–µ –≤–љ–Є–Љ–∞–≤–∞.
–Ъ–Њ–≥–∞—В–Њ —Б–µ –Є–Ј–њ–Њ–ї–Ј–≤–∞ —Г—Б–Є–ї–µ–љ–∞ —В—А—К–±–∞ —Б –∞–ї—Г–Љ–Є–љ–Є–µ–≤–Њ —Д–Њ–ї–Є–Њ, –≤–Љ—К–Ї–љ–∞—В–Є—П—В –Ї—А–∞–є –љ–∞ –і—О–Ј–∞—В–∞ —В—А—П–±–≤–∞ –і–∞ —Б–µ –њ–Њ—З–Є—Б—В–Є –Њ—В –љ–µ–≥–Њ–≤–Є—П —Б–ї–Њ–є. –Я–Њ—З–Є—Б—В–≤–∞–љ–µ—В–Њ —Б–µ –Є–Ј–≤—К—А—И–≤–∞ –Љ–µ—Е–∞–љ–Є—З–љ–Њ —Б –њ–Њ–Љ–Њ—Й—В–∞ –љ–∞ —Б–њ–µ—Ж–Є–∞–ї–µ–љ –Є–љ—Б—В—А—Г–Љ–µ–љ—В. –Э–Њ —В—К–є –Ї–∞—В–Њ —В–∞–Ј–Є –њ—А–Є—В—Г—А–Ї–∞ –µ —Б–Ї—К–њ–∞, —З–µ—Б—В–Њ —Б–µ –Є–Ј–њ–Њ–ї–Ј–≤–∞ –љ–Њ–ґ–Њ–≤–Њ –њ–ї–∞—В–љ–Њ. –Ґ–µ —Б–µ –Ј–∞–±–Є–≤–∞—В —Б —В—А—К–±–∞ –≤ –Ї—А—К–≥ –і–Њ –і—К–ї–±–Њ—З–Є–љ–∞—В–∞ –љ–∞ –њ–Њ–і–ї–Њ–ґ–љ–Є—П —Б–ї–Њ–є, —Б–ї–µ–і –Ї–Њ–µ—В–Њ —Б–µ –Њ—В—А—П–Ј–≤–∞—В —Б –љ–Њ–ґ–∞ —Б–Є. –Ґ–Њ–Ј–Є –њ–Њ–і—Е–Њ–і –Є–Ј–Є—Б–Ї–≤–∞ —Г–Љ–µ–љ–Є—П –Є –Њ–њ–Є—В.
–Я—А–µ–і–Є —А—П–Ј–∞–љ–µ, –і–µ—В–∞–є–ї–Є—В–µ —В—А—П–±–≤–∞ –і–∞ –±—К–і–∞—В –Њ—В—А—П–Ј–∞–љ–Є –і–Њ –ґ–µ–ї–∞–љ–∞—В–∞ –і—К–ї–ґ–Є–љ–∞, –њ–Њ—З–Є—Б—В–µ–љ–Є –Њ—В –Ј–∞–Љ—К—А—Б—П–≤–∞–љ–Є—П –Є –Њ–±–µ–Ј–Љ–∞—Б–ї–µ–љ–Є. –Ч–∞ —В–∞–Ј–Є —Ж–µ–ї –µ –њ–Њ–Ј–≤–Њ–ї–µ–љ–Њ –і–∞ —Б–µ –Є–Ј–њ–Њ–ї–Ј–≤–∞ –Є–Ј–Њ–њ—А–Њ–њ–Є–ї, –Є–Ј–Њ–±—Г—В–Є–ї–Є–ї–Є –µ—В–Є–ї–Њ–≤ –∞–ї–Ї–Њ—Е–Њ–ї. –Ш–Ј–њ–Њ–ї–Ј–≤–∞–љ–µ—В–Њ –љ–∞ –∞—Ж–µ—В–Њ–љ, –±—П–ї —Б–њ–Є—А—В, –±–µ–љ–Ј–Є–љ –Є–ї–Є –≤–Њ–і–Ї–∞ –љ–µ –µ —А–∞–Ј—А–µ—И–µ–љ–Њ –њ–Њ—А–∞–і–Є —А–∞–Ј—Е–ї–∞–±–≤–∞–љ–µ –љ–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ —Б–ї–µ–і —В—П—Е–љ–Њ—В–Њ –≤–ї–Є—П–љ–Є–µ.
–Т—В—Г–ї–Ї–Є—В–µ –њ—А–µ–і–Є —А–∞–±–Њ—В–∞ —Б—К—Й–Њ —В—А—П–±–≤–∞ –і–∞ —Б–µ –њ–Њ—З–Є—Б—В—П—В —Б –њ–∞—А—Ж–∞–ї–Є. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –µ –і–∞ —Б–µ –Њ–±—К—А–љ–µ –≤–љ–Є–Љ–∞–љ–Є–µ –љ–∞ —Ж–µ–ї–Њ—Б—В—В–∞ –љ–∞ —В–µ—Д–ї–Њ–љ–Њ–≤–Є—П —Б–ї–Њ–є, –Є–Ј–њ–Њ–ї–Ј–≤–∞–љ–µ—В–Њ –љ–∞ –і—О–Ј–Є —Б –њ–Њ–≤—А–µ–і–µ–љ–Њ –њ–Њ–Ї—А–Є—В–Є–µ –µ –љ–µ–≤—К–Ј–Љ–Њ–ґ–љ–Њ. –Ч–∞—В–Њ–≤–∞ –µ –Ј–∞–±—А–∞–љ–µ–љ–Њ –њ–Њ—З–Є—Б—В–≤–∞–љ–µ—В–Њ –љ–∞ –Љ–µ—В–∞–ї–љ–Є –њ—А–µ–і–Љ–µ—В–Є –Є–ї–Є –∞–±—А–∞–Ј–Є–≤–Є. –Т —Б–ї—Г—З–∞–є –љ–∞ —Б–Є–ї–љ–Њ –Є–Ј–≥–∞—А—П–љ–µ –љ–∞ –і—К—А–≤–∞ —Б–µ –Є–Ј–њ–Њ–ї–Ј–≤–∞—В —Б–Ї—А–µ–њ–µ—А–Є. –Ч–∞ —Г–і–Њ–±—Б—В–≤–Њ –њ—А–Є –њ–Њ—З–Є—Б—В–≤–∞–љ–µ –љ–∞ –і—О–Ј–∞—В–∞ —Б–µ –њ—А–µ–њ–Њ—А—К—З–≤–∞ –і–∞ —Б–µ –Ј–∞—В–Њ–њ–ї–Є –Љ–∞–ї–Ї–Њ —Б –њ–Њ–Љ–Њ—Й—В–∞ –љ–∞ –њ–Њ—П–ї–љ–Є–Ї.
–Э–∞ –њ–Њ—Б–ї–µ–і–љ–Є—П –µ—В–∞–њ –Њ—В –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–∞—В–∞ –њ—А–µ–Ј —Ж–µ–ї–Є—П –і–Є–∞–Љ–µ—В—К—А –љ–∞ —В—А—К–±–∞—В–∞ –±–µ –Њ—В–±–µ–ї—П–Ј–∞–љ–∞ –ї–Є–љ–Є—П, —Г–Ї–∞–Ј–≤–∞—Й–∞ –і—К–ї–±–Њ—З–Є–љ–∞—В–∞ –љ–∞ –Ј–∞–≤–∞—А–µ–љ–∞—В–∞ –Ј–Њ–љ–∞. –Ґ–Њ–Ј–Є —А–∞–Ј–Љ–µ—А —В—А—П–±–≤–∞ –і–∞ —Б—К–Њ—В–≤–µ—В—Б—В–≤–∞ –љ–∞ –і—К–ї–±–Њ—З–Є–љ–∞—В–∞ –љ–∞ —Д–Є—В–Є–љ–≥–∞. –°–ї–µ–і —В–Њ–≤–∞ –≤–µ—З–µ –Љ–Њ–ґ–µ—В–µ –і–∞ –њ—А–µ–Љ–Є–љ–µ—В–µ –і–Є—А–µ–Ї—В–љ–Њ –Ї—К–Љ –Ј–∞–≤–∞—А—П–≤–∞–љ–µ—В–Њ.
–Ъ–∞–Ї —Б–µ –Ј–∞—А–µ–ґ–і–∞—В –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є
–Я—А–Њ—Ж–µ—Б –љ–∞ –Ј–∞–≤–∞—А—П–≤–∞–љ–µ
–°–ї–µ–і –њ—А–Є–Ї–ї—О—З–≤–∞–љ–µ –љ–∞ –≤—Б–Є—З–Ї–Є –њ–Њ–і–≥–Њ—В–≤–Є—В–µ–ї–љ–Є –Њ–њ–µ—А–∞—Ж–Є–Є –Љ–Њ–ґ–µ—В–µ –і–∞ –њ—А–µ–Љ–Є–љ–µ—В–µ –Ї—К–Љ –Ј–∞–њ–Њ—П–≤–∞–љ–µ. –Ч–∞ –і–∞ –љ–∞–њ—А–∞–≤–Є—В–µ —В–Њ–≤–∞, –Є–Ј–њ–Њ–ї–Ј–≤–∞–є—В–µ –Њ—В–≤–µ—А—В–Ї–∞, –Ј–∞ –і–∞ –Ј–∞–≤–Є–µ—В–µ –љ–∞–Ї—А–∞–є–љ–Є–Ї–∞ –љ–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Є—П –і–Є–∞–Љ–µ—В—К—А –Ї—К–Љ –њ–Њ—П–ї–љ–Є–Ї–∞. –Ю—В –Ї–Њ—П —Б—В—А–∞–љ–∞ –µ —А–∞–Ј–њ–Њ–ї–Њ–ґ–µ–љ–∞ –≤—К–љ—И–љ–∞—В–∞ –Є–ї–Є –≤—К—В—А–µ—И–љ–∞—В–∞ —З–∞—Б—В, —Б—В–Њ–є–љ–Њ—Б—В—В–∞ –љ—П–Љ–∞ –Ј–љ–∞—З–µ–љ–Є–µ, –љ–∞–є-–≤–∞–ґ–љ–Њ—В–Њ –µ –і–∞ –Є–Ј–і—К—А–ґ–Є –љ–∞ —В—П—Е–љ–∞—В–∞ —В–Њ–ї–µ—А–∞–љ—В–љ–Њ—Б—В.

–Ц–µ–ї—П–Ј–Њ—В–Њ –Ј–∞ –Ј–∞–њ–Њ—П–≤–∞–љ–µ –љ–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є —Б–µ –Љ–Њ–љ—В–Є—А–∞ –љ–∞ —А–∞–≤–љ–∞ –њ–Њ–≤—К—А—Е–љ–Њ—Б—В, –≤–Ї–ї—О—З–≤–∞ —Б–µ –Є —Б–µ –Ј–∞—В–Њ–њ–ї—П –Ј–∞ 10 –і–Њ 15 –Љ–Є–љ—Г—В–Є. –Ч–∞ –і–∞ –Љ–Њ–ґ–µ –≤—А—К–Ј–Ї–∞—В–∞ –і–∞ –±—К–і–µ –њ—А–∞–≤–Є–ї–љ–Њ –Ј–∞–њ–Њ–µ–љ–∞ , –Љ–Њ–ґ–µ—В–µ –і–∞ –Є–Ј–њ–Њ–ї–Ј–≤–∞—В–µ —Б–ї–µ–і–љ–∞—В–∞ –Є–љ—Б—В—А—Г–Ї—Ж–Є—П–Ј–∞ –Ј–∞–њ–Њ—П–≤–∞–љ–µ –љ–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є:
| –Ф–Є–∞–Љ–µ—В—К—А, –Љ–Љ | –Т—А–µ–Љ–µ –Ј–∞ –Ј–∞–і—К—А–ґ–∞–љ–µ –≤ –љ–∞–≥—А—П—В–∞ –і—О–Ј–∞, —Б–µ–Ї. | –Т—А–µ–Љ–µ –Ј–∞ –Ї—А–Є—Б—В–∞–ї–Є–Ј–∞—Ж–Є—П –љ–∞ —Б—К–µ–і–Є–љ–µ–љ–Є–µ—В–Њ, —Б–µ–Ї. | –Я—К–ї–љ–Њ –≤—А–µ–Љ–µ –љ–∞ –Њ—Е–ї–∞–ґ–і–∞–љ–µ, —Б–µ–Ї. | –Ф—К–ї–±–Њ—З–Є–љ–∞ –љ–∞ —В–Њ–њ–µ–љ–µ, mm. |
| 20 | 6 | 4 | 2 | 14 |
| 25 | 7 | 4 | 2 | 16 |
| 32 | 8 | 6 | 4 | 18 |
| 40 | 12 | 6 | 4 | 20 |
| 50 | 23 | 6 | 4 | 23 |
–Ч–∞–њ–Њ—П–≤–∞–љ–µ –љ–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є, —В–µ—Е–љ–Њ–ї–Њ–≥–Є—П, –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Є
–У—А–µ—И–Ї–Є –≤ —А–∞–±–Њ—В–∞—В–∞
 –Я—А–∞–≤–Є–ї–љ–∞—В–∞ —Б–њ–Њ–є–Ї–∞ –Њ–±—А–∞–Ј—Г–≤–∞ –≤—А—К–Ј–Ї–∞—В–∞ —Б–њ–Њ—А–µ–і —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є—В–µ, –љ–µ —Б–µ —А–∞–Ј–ї–Є—З–∞–≤–∞ –Њ—В –Љ–Њ–љ–Њ–ї–Є—В–љ–∞—В–∞ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П. –Ч–∞ –і–∞ —Б–µ –њ–Њ—Б—В–Є–≥–љ–µ–љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –µ –љ–µ —Б–∞–Љ–Њ –і–∞ –Љ–Њ–ґ–µ –і–∞ —Б–µ –Є–Ј–њ–Њ–ї–Ј–≤–∞ –ґ–µ–ї—П–Ј–Њ—В–Њ –Ј–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є, –љ–Њ –Є –і–∞ —Б–µ –Є–Ј–±–µ–≥–љ–∞—В –≥—А–µ—И–Ї–Є –≤ –њ—А–Њ—Ж–µ—Б–∞ –љ–∞ –љ–∞–≥—А—П–≤–∞–љ–µ –Є –µ—В–∞–њ–∞ –љ–∞ —Д–Є–Ї—Б–Є—А–∞–љ–µ –љ–∞ —З–∞—Б—В–Є –Њ—В —В—А—К–±–Њ–њ—А–Њ–≤–Њ–і–∞.
–Я—А–∞–≤–Є–ї–љ–∞—В–∞ —Б–њ–Њ–є–Ї–∞ –Њ–±—А–∞–Ј—Г–≤–∞ –≤—А—К–Ј–Ї–∞—В–∞ —Б–њ–Њ—А–µ–і —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є—В–µ, –љ–µ —Б–µ —А–∞–Ј–ї–Є—З–∞–≤–∞ –Њ—В –Љ–Њ–љ–Њ–ї–Є—В–љ–∞—В–∞ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П. –Ч–∞ –і–∞ —Б–µ –њ–Њ—Б—В–Є–≥–љ–µ–љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –µ –љ–µ —Б–∞–Љ–Њ –і–∞ –Љ–Њ–ґ–µ –і–∞ —Б–µ –Є–Ј–њ–Њ–ї–Ј–≤–∞ –ґ–µ–ї—П–Ј–Њ—В–Њ –Ј–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є, –љ–Њ –Є –і–∞ —Б–µ –Є–Ј–±–µ–≥–љ–∞—В –≥—А–µ—И–Ї–Є –≤ –њ—А–Њ—Ж–µ—Б–∞ –љ–∞ –љ–∞–≥—А—П–≤–∞–љ–µ –Є –µ—В–∞–њ–∞ –љ–∞ —Д–Є–Ї—Б–Є—А–∞–љ–µ –љ–∞ —З–∞—Б—В–Є –Њ—В —В—А—К–±–Њ–њ—А–Њ–≤–Њ–і–∞.
–Ю–±–Є—З–∞–є–љ–Є—В–µ –≥—А–µ—И–Ї–Є –њ–Њ –≤—А–µ–Љ–µ –љ–∞ –Љ–Њ–љ—В–∞–ґ–∞–Љ–Њ–≥–∞—В –і–∞ –±—К–і–∞—В —А–∞–Ј–і–µ–ї–µ–љ–Є –љ–∞ –љ—П–Ї–Њ–ї–Ї–Њ –≤–Є–і–∞ :
–Ш–љ—Б—В–∞–ї–∞—Ж–Є–Њ–љ–љ–Є –љ–∞—Б—В—А–Њ–є–Ї–Є
–Я—А–Њ—Д–µ—Б–Є–Њ–љ–∞–ї–Є—Б—В–Є—В–µ –њ–Њ—Б—В–Є–≥–∞—В –≤–Є—Б–Њ–Ї–Њ–Ї–∞—З–µ—Б—В–≤–µ–љ–Є –Ј–∞–≤–∞—А–Ї–Є –±–µ–Ј–њ—А–Њ–±–ї–µ–Љ–љ–Њ –і–∞ —Б–µ –њ—А–Є–і—К—А–ґ–∞—В –Ї—К–Љ –њ—А–∞–≤–Є–ї–∞—В–∞ –Ј–∞ –Ј–∞–≤–∞—А—П–≤–∞–љ–µ. –Ч–∞ —Ж–µ–ї—В–∞ —В–µ –Є–Ј–њ–Њ–ї–Ј–≤–∞—В –Љ–∞–ї–Ї–Є —В—А–Є–Ї–Њ–≤–µ. –Я—А–µ–і–Є –≤—Б–Є—З–Ї–Њ, —Й–Њ —Б–µ –Њ—В–љ–∞—Б—П –і–Њ –≤—А—К–Ј–Ї–∞—В–∞, –µ –≤–∞–ґ–љ–Њ –і–∞ —Б–µ –њ–Њ–і–і—К—А–ґ–∞ —В–Њ–ї–µ—А–∞–љ—В–љ–Њ—Б—В. –Ы–µ—Б–љ–Њ –µ –і–∞ —Б–µ –љ–∞–њ—А–∞–≤–Є. –Ґ–∞–є–љ–∞—В–∞ –љ–∞ –µ–і–љ–∞–Ї–≤–∞ –Њ—Б –µ –і–∞ —Б–µ –њ—А–Є–ї–Њ–ґ–Є –њ–∞—А–∞–ї–µ–ї–љ–∞ –ї–Є–љ–Є—П —Б —В—К–љ—К–Ї –Љ–∞—А–Ї–µ—А –Є–ї–Є –Љ–Њ–ї–Є–≤ –Ї—К–Љ –њ–Њ–≤—К—А—Е–љ–Њ—Б—В—В–∞ –љ–∞ —В—А—К–±–∞—В–∞ –Є —Д–Є—В–Є–љ–≥–∞. –°–ї–µ–і —В–Њ–њ–µ–љ–µ—В–Њ —Й–µ —В—А—П–±–≤–∞ —Б–∞–Љ–Њ –≤–љ–Є–Љ–∞—В–µ–ї–љ–Њ –і–∞ –Ї–Њ–Љ–±–Є–љ–Є—А–∞—В–µ —В–µ–Ј–Є –ї–Є–љ–Є–Є.

–Ч–∞ –і–∞ —Б–µ —Д–Є–Ї—Б–Є—А–∞ —Б–њ–Њ–є–Ї–∞ –≤ –љ–µ–є–љ–∞—В–∞ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П , –љ–Є–µ –Є–Ј–њ–Њ–ї–Ј–≤–∞–Љ–µ –њ—А–µ—В–µ–≥–ї–µ–љ –Ї—А–∞–Ї . –Э–Њ –њ–Њ—А–∞–і–Є –ї–Њ—И–Њ—В–Њ –Ї–∞—З–µ—Б—В–≤–Њ –љ–∞ –і—О–Ј–Є—В–µ –Є–ї–Є –љ–µ–і–Њ—Б—В–∞—В—К—З–љ–Њ—В–Њ –Є–Љ –љ–∞–≥—А—П–≤–∞–љ–µ, –Є–Ј–≤–ї–Є—З–∞–љ–µ—В–Њ –љ–∞ —А–∞–Ј—В–Њ–њ–µ–љ–Є—В–µ —В—А—К–±–Њ–њ—А–Њ–≤–Њ–і–љ–Є –µ–ї–µ–Љ–µ–љ—В–Є –Њ—В —В—П—Е –Љ–Њ–ґ–µ –і–∞ –і–Њ–≤–µ–і–µ –і–Њ –њ—А–µ–Њ–±—А—К—Й–∞–љ–µ –љ–∞ —Г—Б—В—А–Њ–є—Б—В–≤–Њ—В–Њ. –Ч–∞—В–Њ–≤–∞ —Б–µ –њ—А–µ–њ–Њ—А—К—З–≤–∞ –і–∞ —Б–µ –Є–Ј–≤—К—А—И–≤–∞ –Ј–∞–≤–∞—А—П–≤–∞–љ–µ —Б –њ–Њ–Љ–Њ—Й–љ–Є–Ї, –≤ —З–Є—П—В–Њ –Ј–∞–і–∞—З–∞—Й–µ –Ј–∞–њ–∞–Ј–Є –љ–µ–њ–Њ–і–≤–Є–ґ–љ–Њ—В–Њ –њ–Њ—П–ї–љ–Є–Ї.
–Ч–∞ –і–∞ –±—К–і–µ —А–∞–≤–µ–љ—Б—В–≤–Њ—В–Њ —А–∞–≤–љ–Њ,–Є–Ј–њ–Њ–ї–Ј–≤–∞–є—В–µ —Б–њ–µ—Ж–Є–∞–ї–љ–Є –љ–Њ–ґ–Є—Ж–Є . –° —В—П—Е–љ–∞ –њ–Њ–Љ–Њ—Й –њ–ї–∞—Б—В–Љ–∞—Б–Њ–≤–∞—В–∞ —В—А—К–±–∞ —Б–µ –Њ—В—А—П–Ј–≤–∞ —В–Њ—З–љ–Њ –Є –±–µ–Ј —Г—Б–Є–ї–Є–µ. –Р–Ї–Њ —А–µ–Ј—Г–ї—В–∞—В—К—В –µ –љ–µ—А–∞–≤–љ–Њ–Љ–µ—А–µ–љ, —В–Њ–є –Љ–Њ–ґ–µ –і–∞ –±—К–і–µ –њ–Њ–і—А–∞–≤–љ–µ–љ —Б —Д–∞–є–ї. –Т —Б—К—Й–Њ—В–Њ –≤—А–µ–Љ–µ, —Б–ї–µ–і –њ–Њ–і—А–∞–≤–љ—П–≤–∞–љ–µ—В–Њ, —В—А—К–±–∞—В–∞ —В—А—П–±–≤–∞ –і–∞ –±—К–і–µ –Є–Ј–і—Г—Е–∞–љ–∞ –Є, –∞–Ї–Њ –µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ, –і–∞ —Б–µ –Њ—В—Б—В—А–∞–љ–Є —Д–∞—Б–Ї–∞.
–Я—А–Є –Є–Ј–±–Њ—А–∞ –љ–∞ –і—О–Ј–Є, –њ—А–µ–і–Є–Љ—Б—В–≤–Њ—В–Њ —В—А—П–±–≤–∞ –і–∞ —Б–µ –і–∞–і–µ –љ–∞ —В–µ–Ј–Є –Њ—В –Љ–µ—В–∞–ї–Є–Ј–Є—А–∞–љ —В–µ—Д–ї–Њ–љ. –Ґ–µ —Б–µ –љ–∞–≥—А—П–≤–∞—В —А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ –Є —Б–µ –њ–Њ—З–Є—Б—В–≤–∞—В –ї–µ—Б–љ–Њ. –Ч–∞ –±–Є—В–Њ–≤–Є –љ—Г–ґ–і–Є —Г—Б—В—А–Њ–є—Б—В–≤–Њ—В–Њ —Й–µ —Б–µ –њ–Њ–±–µ—А–µ —Б –Љ–Њ—Й–љ–Њ—Б—В –Њ—В 1,2 kW. –Ґ–Њ–≤–∞ —Й–µ –µ –љ–∞–њ—К–ї–љ–Њ –і–Њ—Б—В–∞—В—К—З–љ–Њ –Ј–∞ –Ј–∞–≤–∞—А—П–≤–∞–љ–µ –љ–∞ —В—А—К–±–Є —Б –і–Є–∞–Љ–µ—В—К—А –і–Њ 50 –Љ–Љ
.–Я–Њ —В–Њ–Ј–Є –љ–∞—З–Є–љ –Ј–∞ –Ј–∞–њ–Њ—П–≤–∞–љ–µ –љ–∞ —В—А—К–±–Є –љ–µ —Б–µ –Є–Ј–Є—Б–Ї–≤–∞—В —Б–њ–µ—Ж–Є–∞–ї–љ–Є –њ–Њ–Ј–љ–∞–љ–Є—П, –љ–∞–є-–≤–∞–ґ–љ–Њ—В–Њ –µ, —З–µ —Б–µ –њ—А–Є–і—К—А–ґ–∞—В –Ї—К–Љ –њ—А–Њ—Ж–µ—Б–∞ –љ–∞ –Ј–∞–њ–Њ—П–≤–∞–љ–µ –Є —Б–ї–µ–і–≤–∞—В –њ—А–µ–њ–Њ—А—К–Ї–Є—В–µ. –Т —Б—К—Й–Њ—В–Њ –≤—А–µ–Љ–µ, —В—К–є –Ї–∞—В–Њ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞—В–∞ –љ–∞ –њ–Њ—П–ї–љ–Є–Ї–∞ –і–Њ—Б—В–Є–≥–∞ –≤–Є—Б–Њ–Ї–Є —Б—В–Њ–є–љ–Њ—Б—В–Є, –µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –і–∞ —Б–µ —Б–њ–∞–Ј–≤–∞ —В–µ—Е–љ–Є–Ї–∞—В–∞ –Ј–∞ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В, –Ј–∞ –і–∞ —Б–µ –њ—А–µ–і–Њ—В–≤—А–∞—В–Є –≤—К–Ј–Љ–Њ–ґ–љ–Њ—Б—В—В–∞ –Њ—В –Є–Ј–≥–∞—А—П–љ–Є—П.
–Э–Х —В—А—П–±–≤–∞ –і–∞ —Б–µ –Ј–∞–њ–Њ—П–≤–∞—В –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–Њ–≤–Є —В—А—К–±–Є!