–°—ä–ī—ä—Ä–∂–į–Ĺ–ł–Ķ –Ĺ–į —Ā—ā–į—ā–ł—Ź—ā–į

–Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–Ķ–Ĺ–ĺ –ĺ–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ
–ö—ä–ľ –ī–Ĺ–Ķ—ą–Ĺ–į –ī–į—ā–į, –ü—Ä–ĺ—Ą–Ĺ–į—Ā—ā–ł–Ľ–ļ–į —Ā–Ķ —Ā–ľ—Ź—ā–į –∑–į –Ķ–ī–ł–Ĺ –ĺ—ā –Ĺ–į–Ļ-–Ņ–ĺ–Ņ—É–Ľ—Ź—Ä–Ĺ–ł—ā–Ķ —Ā—ā—Ä–ĺ–ł—ā–Ķ–Ľ–Ĺ–ł —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł–ł. –ü–ĺ–Ľ—É—á–į–≤–į —Ā–Ķ –ĺ—ā —ā—Ä–į–Ņ–Ķ—Ü–ĺ–≤–ł–ī–Ĺ–į –Ľ–ł—Ā—ā —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į –ļ–į—ā–ĺ –Ņ–ĺ–ļ—Ä–ł–≤–Ķ–Ĺ, –ļ–į–ļ—ā–ĺ –ł –ľ–į—ā–Ķ—Ä–ł–į–Ľ–ł –∑–į –ł–∑–≥—Ä–į–∂–ī–į–Ĺ–Ķ —Ā—ā–Ķ–Ĺ–į. –°—ä—Č–ĺ —ā–į–ļ–į –Ņ—Ä–ĺ—Ą–ł–Ľ–ł—Ä–į–Ĺ–į - –ĺ—Ā–Ĺ–ĺ–≤–Ĺ–ł—Ź—ā –Ķ–Ľ–Ķ–ľ–Ķ–Ĺ—ā –≤ "–Ī—ä—Ä–∑" –ľ–ĺ–Ĺ—ā–į–∂ –Ĺ–į –Ņ—Ä–ĺ–ľ–ł—ą–Ľ–Ķ–Ĺ–ł —Ā–≥—Ä–į–ī–ł, —Ö–į–Ĺ–≥–į—Ä–ł –ł–Ľ–ł —ā—ä—Ä–≥–ĺ–≤—Ā–ļ–ł –Ņ–į–≤–ł–Ľ–ł–ĺ–Ĺ–ł, –ļ–į–ļ—ā–ĺ –ł –ł–∑–≥—Ä–į–∂–ī–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –≤—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ–ĺ –ł–Ľ–ł –Ņ–ĺ—Ā—ā–ĺ—Ź–Ĺ–Ĺ–ĺ —Ą–Ķ—Ö—ā–ĺ–≤–ļ–į. –Ě–į—Ā—ā–ł–Ľ–ļ–ł —Ā—ā—Ä–ĺ–ł—ā–Ķ–Ľ—Ā—ā–≤–ĺ —ā—Ä—Ź–Ī–≤–į –ī–į –ĺ—ā–≥–ĺ–≤–į—Ä—Ź—ā –Ĺ–į –ĺ–Ņ—Ä–Ķ–ī–Ķ–Ľ–Ķ–Ĺ–ł –ł–∑–ł—Ā–ļ–≤–į–Ĺ–ł—Ź, –ĺ–Ņ—Ä–Ķ–ī–Ķ–Ľ—Ź –ļ–į—á–Ķ—Ā—ā–≤–ĺ—ā–ĺ.
?
- –•–į—Ä–į–ļ—ā–Ķ—Ä–ł—Ā—ā–ł–ļ–ł –Ņ—Ä–ĺ–ł–∑–≤–Ķ–∂–ī–į–Ĺ–Ķ –Ņ—Ä–ĺ—Ą–ł–Ľ–ł—Ä–į–Ĺ–į
- –ü—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ –Ĺ–į –≤–Ķ–Ľ–Ņ–į–Ņ–Ķ —Ā —Ä—ä—Ü–Ķ—ā–Ķ —Ā–ł (–ľ–Ķ—Ö–į–Ĺ–ł—á–Ĺ–į —Ą–ĺ—Ä–ľ–į –Ĺ–į –Ņ—Ä—ä—á–ļ–ł)
- –ė–Ĺ–ī—É—Ā—ā—Ä–ł–į–Ľ–Ĺ–į –Ľ–ł–Ĺ–ł—Ź –∑–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ –Ĺ–į –Ņ—Ä–ĺ—Ą–ł–Ľ–ł—Ä–į–Ĺ–į
–•–į—Ä–į–ļ—ā–Ķ—Ä–ł—Ā—ā–ł–ļ–ł –Ņ—Ä–ĺ–ł–∑–≤–Ķ–∂–ī–į–Ĺ–Ķ –Ņ—Ä–ĺ—Ą–ł–Ľ–ł—Ä–į–Ĺ–į
–Į—Ā–Ĺ–ĺ –Ķ, —á–Ķ –ľ–į—ā–Ķ—Ä–ł–į–Ľ—ä—ā –∑–į –ļ–į—á–Ķ—Ā—ā–≤–ĺ –Ĺ–Ķ –ľ–ĺ–∂–Ķ –ī–į —Ā–Ķ –Ņ–ĺ–Ľ—É—á–ł –Ī–Ķ–∑ –Ĺ–Ķ–ĺ–Ī—Ö–ĺ–ī–ł–ľ–ĺ—ā–ĺ –ĺ–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ - –ļ–ĺ–Ķ—ā–ĺ –Ķ –ł –Ņ—Ä–ł—á–ł–Ĺ–į—ā–į –≤ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ—ā–ĺ –Ĺ–į –≤–Ķ–Ľ–Ņ–į–Ņ–Ķ –Ī–ł–∑–Ĺ–Ķ—Ā –ľ–ĺ–∂–Ķ –ī–į –ł–∑–≥–Ľ–Ķ–∂–ī–į —Ā–ļ—ä–Ņ–ĺ –≤ –Ĺ–į—á–į–Ľ–ĺ—ā–ĺ, –Ĺ–ĺ —ā—Ź –Ī—ä—Ä–∑–ĺ —Ā–Ķ –ĺ—ā–Ņ–Ľ–į—Č–į. –ė–∑–Ņ–ĺ–Ľ–∑–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –Ĺ–ł—Ā–ļ–ĺ–ļ–į—á–Ķ—Ā—ā–≤–Ķ–Ĺ–ĺ –ĺ–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ –∑–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ –Ĺ–į –≤–Ķ–Ľ–Ņ–į–Ņ–Ķ –ī–į –ī–ĺ–≤–Ķ–ī–Ķ –ī–ĺ –Ĺ–Ķ—Ā—ä–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–ł—Ź –≥–Ķ–ĺ–ľ–Ķ—ā—Ä–ł—á–Ĺ–ł —Ä–į–∑–ľ–Ķ—Ä–ł –ł —Ą–ĺ—Ä–ľ–ł.
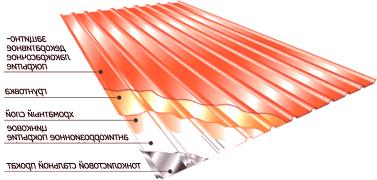
—Ā–Ľ–ĺ–Ķ–≤–Ķ –Ņ–ĺ–ļ—Ä–ł—ā–ł –≥–ĺ—Ą—Ä–ł—Ä–į–Ĺ
–ü—Ä–į–ļ—ā–ł—á–Ķ—Ā–ļ–ł—ā–Ķ –∑–į–Ĺ—Ź—ā–ł—Ź, –ļ—ä–ī–Ķ—ā–ĺ –Ņ–Ľ–į–Ĺ–ł—Ä–į –ł–Ĺ—Ā—ā–į–Ľ–ł—Ä–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–Ķ–Ĺ–į –Ľ–ł–Ĺ–ł—Ź –ł–ľ–į —Ä–Ķ–ī–ł—Ü–į –ł–∑–ł—Ā–ļ–≤–į–Ĺ–ł—Ź:
- –ĺ—ā –Ĺ–į–Ľ–ł—á–ł–Ķ—ā–ĺ –Ĺ–į –Ņ–ĺ–ī–Ķ–ľ–Ķ–Ĺ –ļ—Ä–į–Ĺ –ł–Ľ–ł –ī—Ä—É–≥–ĺ—É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–ĺ –∑–į –Ņ–ĺ–≤–ī–ł–≥–į–Ĺ–Ķ –Ĺ–į —ā–ĺ–≤–į—Ä–į
- —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–į—ā–į –≤ –ľ–į–≥–į–∑–ł–Ĺ–į –Ĺ–Ķ —ā—Ä—Ź–Ī–≤–į –ī–į –Ņ–į–ī–į –Ņ–ĺ–ī +4 –≥—Ä–į–ī—É—Ā–į
- –Ĺ–į–Ľ–ł—á–ł–Ķ—ā–ĺ –Ĺ–į –ī–ĺ—Ā—ā–į –Ņ—Ä–ĺ—Ā—ā–ĺ—Ä–Ĺ–ł —Ā–ļ–Ľ–į–ī–ĺ–≤–Ķ –∑–į –Ņ–ĺ—Ā—ā–į–≤—Ź–Ĺ–Ķ –Ĺ–į —Ā—ā–ĺ–ľ–į–Ĺ–Ķ–Ĺ–ł —Ä–ĺ–Ľ–ļ–ł –ł –≥–ĺ—ā–ĺ–≤–ł –Ņ–ĺ—Ä—ä—á–ļ–ł
–í –∑–į–≤–ł—Ā–ł–ľ–ĺ—Ā—ā –ĺ—ā —Ü–Ķ–Ľ—ā–į –ĺ—Ā–Ĺ–ĺ–≤–į—ā–į –∑–į –ł–∑–≥–ĺ—ā–≤—Ź–Ĺ–Ķ –Ĺ–į –Ņ—Ä–ĺ—Ą–ł–Ľ–Ĺ–ł—Ź –Ľ–ł—Ā—ā –ľ–ĺ–∂–Ķ –ī–į –Ī—ä–ī–Ķ –Ņ–ĺ–ļ—Ä–ł—ā–į –ł–Ľ–ł –Ĺ–Ķ. –Ě–į–Ņ—Ä–ł–ľ–Ķ—Ä, –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ—ā–ĺ –Ĺ–į –≤–Ķ–Ľ–Ņ–į–Ņ–Ķ, –ł–∑–Ņ–ĺ–Ľ–∑–≤–į–Ĺ–ĺ –∑–į –Ņ–ĺ–ļ—Ä–ł–≤–į, –ļ–į—ā–ĺ —Ā—É—Ä–ĺ–≤–ł–Ĺ–į –ł–∑–Ņ–ĺ–Ľ–∑–≤–į —ā–≤—ä—Ä–ī–ĺ —Ā—ā—É–ī–Ķ–Ĺ–ĺ –ĺ—Ą–ĺ—Ä–ľ–Ķ–Ĺ–į—ā–į —Ā—ā–ĺ–ľ–į–Ĺ–į. –ź–ļ–ĺ –ī–Ķ—Ā—ā–ł–Ĺ–į—Ü–ł—Ź—ā–į –Ĺ–į –Ņ–ĺ–Ľ—É—á–Ķ–Ĺ–ł—Ź –ľ–į—ā–Ķ—Ä–ł–į–Ľ - –≤—ä–Ĺ—ą–Ĺ–į —Ä–į–Ī–ĺ—ā–į, —ā–ĺ–≥–į–≤–į –≤ —ā–ĺ–∑–ł —Ā–Ľ—É—á–į–Ļ, —Ā—É—Ä–ĺ–≤–ł–Ĺ–į—ā–į —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į —Ā –Ņ–ĺ–ļ—Ä–ł—ā–ł–Ķ—ā–ĺ. –ü—Ä–ĺ—Ą–ł–Ľ—ä—ā –Ī–Ķ–∑ –Ņ–ĺ–ļ—Ä–ł—ā–ł–Ķ —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į –Ņ—Ä–ł –ł–∑–≥—Ä–į–∂–ī–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –Ī–Ķ—ā–ĺ–Ĺ–Ĺ–ł –ļ–ĺ—Ą—Ä–į–∂–ł.
–°—ä—Č–ĺ —ā–į–ļ–į –ľ–ĺ–∂–Ķ –ī–į —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į –Ņ—Ä–Ķ–ľ–ł—É–ľ —Ā—ā–ĺ–ľ–į–Ĺ–į - –≤ —ā–ĺ–∑–ł —Ā–Ľ—É—á–į–Ļ —Ā—ā–į–≤–į –≤—ä–Ņ—Ä–ĺ—Ā –∑–į –ĺ—Ā–≤–ĺ–Ī–ĺ–∂–ī–į–≤–į–Ĺ–Ķ –Ĺ–į –Ņ—Ä–ĺ—Ą–ł–Ľ —Ā –ī–Ķ–Ī–Ķ–Ľ–ł–Ĺ–į –Ĺ–į —Ü–ł–Ĺ–ļ–ĺ–≤–ĺ—ā–ĺ –Ņ–ĺ–ļ—Ä–ł—ā–ł–Ķ 20-26 –ľ–ł–ļ—Ä–ĺ–Ĺ–į. –Ě–į–ľ–į–Ľ—Ź–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –ī–Ķ–Ī–Ķ–Ľ–ł–Ĺ–į—ā–į –Ĺ–į –Ņ–ĺ–ļ—Ä–ł—ā–ł–Ķ—ā–ĺ –ī–≤–į –Ņ—ä—ā–ł —Ā —Ü–Ķ–Ľ –∑–į–Ņ–į–∑–≤–į–Ĺ–Ķ –Ĺ–į —Ā—É—Ä–ĺ–≤–ł–Ĺ–ł—ā–Ķ –Ķ –Ĺ–Ķ–Ņ—Ä–ł–Ķ–ľ–Ľ–ł–≤–ĺ - —ā–ĺ–≤–į —Č–Ķ –ī–ĺ–≤–Ķ–ī–Ķ –ī–ĺ –Ņ—Ä–Ķ–∂–ī–Ķ–≤—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ–ĺ –ł–∑–Ĺ–ĺ—Ā–≤–į–Ĺ–Ķ –Ĺ–į –ľ–į—ā–Ķ—Ä–ł–į–Ľ–į.
–í—ä–∑ –ĺ—Ā–Ĺ–ĺ–≤–į –Ĺ–į —ā–Ķ–∑–ł –ł–∑–ł—Ā–ļ–≤–į–Ĺ–ł—Ź –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ—ā–ĺ –Ĺ–į –≤–Ķ–Ľ–Ņ–į–Ņ–Ķ —Ā—ä—Ā —Ā–ĺ–Ī—Ā—ā–≤–Ķ–Ĺ–ł—ā–Ķ —Ā–ł —Ä—ä—Ü–Ķ —Ā–Ľ–Ķ–ī–≤–į –ī–į —Ā–Ķ –ł–∑–≤—ä—Ä—ą–≤–į —Ā–į–ľ–ĺ —Ā –ł–∑–Ņ–ĺ–Ľ–∑–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –≤–ł—Ā–ĺ–ļ–ĺ–ļ–į—á–Ķ—Ā—ā–≤–Ķ–Ĺ–ł —Ā—É—Ä–ĺ–≤–ł–Ĺ–ł, –ļ–ĺ–ł—ā–ĺ –ł–ľ–į—ā –Ņ—ä—Ä–≤–ĺ–ļ–į—á–Ķ—Ā—ā–≤–Ķ–Ĺ–ĺ –Ņ–ĺ–ļ—Ä–ł—ā–ł–Ķ. –Ė–Ķ–Ľ–į—ā–Ķ–Ľ–Ĺ–ĺ –Ķ –ĺ–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ—ā–ĺ, –ł–∑–Ņ–ĺ–Ľ–∑–≤–į–Ĺ–ĺ –≤ —Ä–į–Ī–ĺ—ā–į—ā–į, –ī–į –Ķ –Ņ—Ä–ĺ–ī—É–ļ—ā –Ĺ–į –ł–∑–≤–Ķ—Ā—ā–Ĺ–ł –ľ–į—ą–ł–Ĺ–ĺ—Ā—ā—Ä–ĺ–ł—ā–Ķ–Ľ–Ĺ–ł –ļ–ĺ–ľ–Ņ–į–Ĺ–ł–ł.
?
–ü—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ –Ĺ–į –≤–Ķ–Ľ–Ņ–į–Ņ–Ķ —Ā—ä—Ā —Ā–ĺ–Ī—Ā—ā–≤–Ķ–Ĺ–ł—ā–Ķ —Ā–ł —Ä—ä—Ü–Ķ (–ľ–Ķ—Ö–į–Ĺ–ł—á–Ĺ–ĺ –ĺ–≥—ä–≤–į–Ĺ–Ķ)

–ü—Ä–ĺ—Ą–ł–Ľ–ł—Ä–į—Č–ł—ā–Ķ –Ņ—Ä–ĺ—Ą–ł–Ľ–ł –Ņ—Ä–Ķ–ī—Ā—ā–į–≤–Ľ—Ź–≤–į—ā –ĺ–≥—ä–Ĺ–į—ā –Ņ—Ä–ĺ—Ą–ł–Ľ –Ĺ–į –Ľ–ł—Ā—ā–į, –Ĺ–į–Ņ—Ä–į–≤–Ķ–Ĺ –ĺ—ā –Ĺ–Ķ–≥–ĺ, —Ā –≥–ĺ—Ą—Ä–ł—Ä–į–Ĺ–į —ā—Ä–į–Ņ–Ķ—Ü–ĺ–≤–ł–ī–Ĺ–į —Ą–ĺ—Ä–ľ–į. –Ē–į —Ā–Ķ ‚Äč‚Äč–Ĺ–į–Ņ—Ä–į–≤–ł —ā–į–ļ—ä–≤ –ľ–Ķ—ā–į–Ľ–Ķ–Ĺ –Ņ—Ä–ĺ—Ą–ł–Ľ —á—Ä–Ķ–∑ —Ā—ā—É–ī–Ķ–Ĺ–ĺ –Ņ—Ä–ĺ—Ą–ł–Ľ–ł—Ä–į–Ĺ–Ķ —Ā –Ņ–ĺ–ľ–ĺ—Č—ā–į –Ĺ–į —Ä—ä—á–Ĺ–ĺ –ł–∑—Ä–į–Ī–ĺ—ā–Ķ–Ĺ–į –ľ–į—ą–ł–Ĺ–į –∑–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ–≤–Ķ–Ľ–Ņ–į–Ņ–Ķ –ł–Ľ–ł –Ņ—Ä–ĺ—Ā—ā–ĺ - –ĺ–≥—ä–≤–į–Ĺ–Ķ –Ĺ–į –Ľ–ł—Ā—ā–į.
–í–Ĺ–ł–ľ–į–Ĺ–ł–Ķ! –†—ä—á–Ĺ–ĺ –ł–∑—Ä–į–Ī–ĺ—ā–Ķ–Ĺ–į –ľ–į—ą–ł–Ĺ–į (–Ľ–ł—Ā—ā–ĺ–≤–ĺ –ĺ–≥—ä–≤–į–Ĺ–Ķ) –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź–≤–į —Ä–į–Ī–ĺ—ā–į —Ā –Ņ–ĺ—Ü–ł–Ĺ–ļ–ĺ–≤–į–Ĺ–į —Ā—ā–ĺ–ľ–į–Ĺ–į —Ā –ī–Ķ–Ī–Ķ–Ľ–ł–Ĺ–į –ī–ĺ 0,5 –ľ–ľ.
–ú–Ķ—Ö–į–Ĺ–ł—á–Ĺ–ĺ—ā–ĺ –Ľ–ł—Ā—ā–ĺ–≤–ĺ –ĺ–≥—ä–≤–į–Ĺ–Ķ —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į –∑–į –ł–∑–ļ—É—Ā—ā–≤–Ķ–Ĺ–ĺ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ –ł –Ķ –Ņ—Ä–Ķ–ī–Ĺ–į–∑–Ĺ–į—á–Ķ–Ĺ–ĺ –∑–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ –Ĺ–į –≥—Ä–Ķ–ī–ł, –ļ—ä–Ĺ–ļ–ł, –ļ–ĺ—Ä–Ĺ–ł–∑–ł –ł–Ľ–ł –Ľ–ł—Ā—ā–ĺ–≤–Ķ –ĺ—ā –≤–Ķ–Ľ–Ņ–į–Ņ–Ķ –≤ –ľ–į–Ľ—ä–ļ —Ą–ĺ—Ä–ľ–į—ā. –Ę–Ķ—Ö–Ĺ–ł—á–Ķ—Ā–ļ–ł —Ö–į—Ä–į–ļ—ā–Ķ—Ä–ł—Ā—ā–ł–ļ–ł –Ĺ–į –Ľ–ł—Ā—ā–ĺ–≤–Ķ—ā–Ķ:
- –ī—ä–Ľ–∂–ł–Ĺ–į –Ĺ–į –Ľ–ł—Ā—ā–į - –ī–ĺ 2 –ľ–Ķ—ā—Ä–į
- –ī–Ķ–Ī–Ķ–Ľ–ł–Ĺ–į 0,5 mm
- —ä–≥—ä–Ľ –Ĺ–į –ĺ–≥—ä–≤–į–Ĺ–Ķ - –ī–ĺ 150 –≥—Ä–į–ī—É—Ā–į
–ü—Ä–ł–Ĺ—Ü–ł–Ņ –Ĺ–į –ī–Ķ–Ļ—Ā—ā–≤–ł–Ķ: –Ņ–ĺ—Ü–ł–Ĺ–ļ–ĺ–≤–į–Ĺ–ł—Ź—ā –Ľ–ł—Ā—ā —Ā–Ķ –Ņ–ĺ—Ā—ā–į–≤—Ź –Ĺ–į –Ņ–ĺ–ī–į, —Ą–ł–ļ—Ā–ł—Ä–į —Ā–Ķ —Ā –Ņ—Ä–ł—Ā—ā—Ź–≥–į—Č–į –Ľ–Ķ–Ĺ—ā–į –ł —Ā –Ņ–ĺ–ľ–ĺ—Č—ā–į –Ĺ–į –Ľ–ĺ—Ā—ā —Ā–Ķ –Ĺ–į—Ā—ā—Ä–ĺ–Ļ–≤–į –∂–Ķ–Ľ–į–Ĺ–ł—Ź —ä–≥—ä–Ľ –Ĺ–į –Ľ–ł—Ā—ā–į. –Ę–į–ļ–į–≤–į –ľ–į—ą–ł–Ĺ–į –ł–ľ–į –ĺ—ā–Ĺ–ĺ—Ā–ł—ā–Ķ–Ľ–Ĺ–ĺ –ľ–į–Ľ–ļ–į —Ü–Ķ–Ĺ–į, –Ĺ–ĺ –Ĺ–Ķ —Ā–Ķ –Ņ—Ä–Ķ–Ņ–ĺ—Ä—ä—á–≤–į –ī–į —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į –∑–į —Ä–į–Ī–ĺ—ā–į —Ā –Ľ–ł—Ā—ā–ĺ–≤–Ķ –ĺ—ā –Ņ–ĺ–Ľ–ł–ľ–Ķ—Ä–Ĺ–ĺ –Ņ–ĺ–ļ—Ä–ł—ā–ł–Ķ, –Ņ–ĺ—Ä–į–ī–ł –≤–ł—Ā–ĺ–ļ–į—ā–į –≤–Ķ—Ä–ĺ—Ź—ā–Ĺ–ĺ—Ā—ā –ĺ—ā –Ņ–ĺ–≤—Ä–Ķ–ī–į.
?
–ü—Ä–ĺ–ľ–ł—ą–Ľ–Ķ–Ĺ–į –Ľ–ł–Ĺ–ł—Ź –∑–į –Ņ—Ä–ĺ—Ą–ł–Ľ–ł—Ä–į–Ĺ–ĺ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ
–ü—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ—ā–ĺ –Ĺ–į –≤–Ķ–Ľ–Ņ–į–Ņ–Ķ –≤ –≥–ĺ–Ľ–Ķ–ľ–ł –ĺ–Ī–Ķ–ľ–ł —Ā —Ä–į–∑–Ľ–ł—á–Ĺ–į –≥–Ķ–ĺ–ľ–Ķ—ā—Ä–ł—Ź –Ĺ–į –Ņ—Ä–ĺ—Ą–ł–Ľ–į –≤–ļ–Ľ—é—á–≤–į –ł–∑–Ņ–ĺ–Ľ–∑–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –ľ–Ķ—ā–ĺ–ī–į –Ĺ–į —Ā—ā—É–ī–Ķ–Ĺ–ĺ –≤–į–Ľ—Ü—É–≤–į–Ĺ–Ķ.
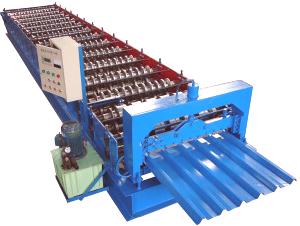
–Ņ—Ä–ĺ–ľ–ł—ą–Ľ–Ķ–Ĺ–į –Ľ–ł–Ĺ–ł—Ź
–Ę–ł–Ņ–ł—á–Ĺ–į –Ľ–ł–Ĺ–ł—Ź –∑–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ –Ĺ–į –≤–Ķ–Ľ–Ņ–į–Ņ–Ķ –≤–ļ–Ľ—é—á–≤–į –Ņ–Ķ—ā –ĺ—Ā–Ĺ–ĺ–≤–Ĺ–ł —É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–į:
- —Ä–į–∑–Ī—ä—Ä–ļ–≤–į–Ĺ–Ķ - –ł–ľ–į –≤–į–Ľ, –≤—ä—Ä—Ö—É –ļ–ĺ–Ļ—ā–ĺ –Ķ –Ņ–ĺ—Ā—ā–į–≤–Ķ–Ĺ –Ľ–ł—Ā—ā –ĺ—ā —Ā—ā–ĺ–ľ–į–Ĺ–Ķ–Ĺ –Ľ–ł—Ā—ā –ł –≤–Ņ–ĺ—Ā–Ľ–Ķ–ī—Ā—ā–≤–ł–Ķ –Ķ –∑–į–ī—ä—Ä–∂–į–Ĺ.
- –Ē–Ķ–Ļ—Ā—ā–≤–ł—ā–Ķ–Ľ–Ĺ–ĺ—ā–ĺ –Ņ—Ä–ĺ—Ą–ł–Ľ–ł—Ä–į–Ĺ–Ķ, –Ņ—Ä–ł–Ľ–ĺ–∂–Ķ–Ĺ–ĺ –ļ—ä–ľ –ľ–į—ā–Ķ—Ä–ł–į–Ľ–į –Ĺ–į –Ľ–Ķ–Ĺ—ā–į—ā–į, —Ā–Ķ –ł–∑–≤—ä—Ä—ą–≤–į –≤—ä—Ä—Ö—É –ĺ—Ā–Ĺ–ĺ–≤–Ĺ–ł—Ź –Ķ–Ľ–Ķ–ľ–Ķ–Ĺ—ā –Ĺ–į –Ľ–ł–Ĺ–ł—Ź—ā–į - —Ā—ä—Ā—ā–ĺ—Ź–Ĺ–ł–Ķ—ā–ĺ –Ĺ–į —Ą–ĺ—Ä–ľ–ĺ–≤–į–Ĺ–Ķ.
- –ü—Ä–ĺ–≥—Ä–į–ľ–ł—Ä–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –Ņ–į—Ä–į–ľ–Ķ—ā—Ä–ł—ā–Ķ, –≤–ļ–Ľ—é—á–≤–į–Ĺ–Ķ—ā–ĺ –ł –ł–∑–ļ–Ľ—é—á–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į —É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–į—ā–į —Ā–Ķ –ł–∑–≤—ä—Ä—ą–≤–į—ā —Ā –Ņ–ĺ–ľ–ĺ—Č—ā–į –Ĺ–į —É–Ņ—Ä–į–≤–Ľ—Ź–≤–į—Č–ł—Ź –Ī–Ľ–ĺ–ļ.
- –†–į–∑—Ä–Ķ–∑—ä—ā –Ĺ–į –≥–ĺ—ā–ĺ–≤–ł—Ź –Ņ—Ä–ĺ—Ą–ł–Ľ –≤—ä—Ä—Ö—É –ľ–Ķ–Ī–Ķ–Ľ–Ĺ–ł—ā–Ķ –Ľ–ł—Ā—ā–ĺ–≤–Ķ —Ā–Ķ –ł–∑–≤—ä—Ä—ą–≤–į –≤—ä—Ä—Ö—É –≥–ł–Ľ–ĺ—ā–ł–Ĺ–ł—ā–Ķ–Ĺ–ĺ–∂–ł—Ü–ł.
- –†–Ķ—Ü–Ķ–Ņ—Ü–ł—Ź—ā–į –≤ –Ņ–ĺ–≤–Ķ—á–Ķ—ā–ĺ —Ā–Ľ—É—á–į–ł —Ā—ä–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–į –Ĺ–į —Ä–į–∑–ľ–Ķ—Ä–ł—ā–Ķ –Ĺ–į –Ņ—Ä–ĺ–ł–∑–≤–Ķ–ī–Ķ–Ĺ–ł—Ź –Ľ–ł—Ā—ā. –í —ā–į–∑–ł —á–į—Ā—ā –Ĺ–į –Ľ–ł–Ĺ–ł—Ź—ā–į —Ā–Ķ –Ņ—Ä–į–≤–ł —Ā–ļ–Ľ–į–ī–ł—Ä–į–Ĺ–Ķ –ł –Ņ–į–ļ–Ķ—ā–ł—Ä–į–Ĺ–Ķ –Ĺ–į –≥–ĺ—ā–ĺ–≤–ł –Ņ—Ä–ĺ–ī—É–ļ—ā–ł, —ā.–Ķ. –≥–ĺ –Ņ–ĺ–ī–≥–ĺ—ā–≤—Ź –∑–į —ā—Ä–į–Ĺ—Ā–Ņ–ĺ—Ä—ā–ł—Ä–į–Ĺ–Ķ.
–£—Ā–Ľ–ĺ–≤–ł—Ź—ā–į –∑–į –≤–į–Ľ—Ü–ĺ–≤–į–Ĺ–Ķ —Ā–į –ĺ–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–ł —Ā—ä—Ā —Ā–Ņ–Ķ—Ü–ł–į–Ľ–Ĺ–ł –ļ–Ľ–Ķ—ā–ļ–ł, —ā.–Ķ. –ľ–ĺ–Ĺ—ā–ł—Ä–į–Ĺ–ł –≤—ä—Ä—Ö—É –Ľ–Ķ–≥–Ľ–ĺ –ĺ—ā —Ā–ł–ľ–Ķ—ā—Ä–ł—á–Ĺ–ł –ī–≤–ĺ–Ļ–ļ–ł –≤–į–Ľ–ĺ–≤–Ķ. –Ď–Ľ–į–≥–ĺ–ī–į—Ä–Ķ–Ĺ–ł–Ķ –Ĺ–į –ľ–Ķ—Ö–į–Ĺ–ł—á–Ĺ–ĺ—ā–ĺ –ļ–ĺ–ľ–Ņ—Ä–Ķ—Ā–ł—Ä–į–Ĺ–Ķ –Ĺ–į –ļ–Ľ–Ķ—ā–ļ–ł—ā–Ķ –ł –ĺ–Ī—Ä–į–∑—É–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –≤—ä–Ľ–Ĺ–ł —Ā–Ķ –Ņ–ĺ–Ľ—É—á–į–≤–į. –ö–ĺ–Ľ–ļ–ĺ—ā–ĺ –Ņ–ĺ-–≥–ĺ–Ľ—Ź–ľ –Ķ –Ī—Ä–ĺ—Ź—ā –Ĺ–į –ļ–Ľ–Ķ—ā–ļ–ł—ā–Ķ, —É—á–į—Ā—ā–≤–į—Č–ł –≤ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ—ā–ĺ –Ĺ–į –Ņ—Ä–ĺ—Ą–ł–Ľ–Ĺ–ł—Ź –Ľ–ł—Ā—ā, —ā–ĺ–Ľ–ļ–ĺ–≤–į –Ņ–ĺ-–ī—ä–Ľ–Ī–ĺ–ļ –Ņ—Ä–ĺ—Ą–ł–Ľ —Ā–Ķ –ĺ—Ą–ĺ—Ä–ľ—Ź. –í —Ā—ä—Č–ĺ—ā–ĺ –≤—Ä–Ķ–ľ–Ķ –ī—ä—Ä–∂–į–≤–į—ā–į –Ĺ–Ķ —Ā–į–ľ–ĺ –ł–∑–≤—ä—Ä—ą–≤–į –ĺ—Ā–Ĺ–ĺ–≤–Ĺ–ł —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—á–Ĺ–ł –ĺ–Ņ–Ķ—Ä–į—Ü–ł–ł, –Ĺ–ĺ –ł —Ā–Ľ—É–∂–ł –ļ–į—ā–ĺ –ĺ—Ā–Ĺ–ĺ–≤–į –∑–į –ī—Ä—É–≥–ĺ –ĺ–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ - –≥–ł–Ľ–ĺ—ā–ł–Ĺ–į –ł –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ĺ —É–Ņ—Ä–į–≤–Ľ–Ķ–Ĺ–ł–Ķ.
–†–į–∑–Ī–ł—Ä–į —Ā–Ķ, —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—Ź—ā–į –Ĺ–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ –Ĺ–į –≤–Ķ–Ľ–Ņ–į–Ņ–Ķ –∑–į–ī—ä–Ľ–∂–ł—ā–Ķ–Ľ–Ĺ–ĺ –≤–ļ–Ľ—é—á–≤–į —Ä—Ź–∑–į–Ĺ–Ķ –Ĺ–į –≥–ł–Ľ–ĺ—ā–ł–Ĺ–Ĺ–ł –Ĺ–ĺ–∂–ł—Ü–ł. –Ę–į–ļ–ł–≤–į –Ĺ–ĺ–∂–ł—Ü–ł —ā—Ä—Ź–Ī–≤–į –ī–į –Ņ–ĺ–≤—ā–į—Ä—Ź—ā –≥–Ķ–ĺ–ľ–Ķ—ā—Ä–ł—Ź—ā–į –Ĺ–į –Ņ—Ä–ĺ—Ą–ł–Ľ–į –Ĺ–į –ł–∑—Ö–ĺ–ī–į –ł –ľ–ĺ–≥–į—ā –ī–į –ł–ľ–į—ā –ļ–į–ļ—ā–ĺ —Ö–ł–ī—Ä–į–≤–Ľ–ł—á–Ķ–Ĺ, —ā–į–ļ–į –ł –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ľ–Ķ—Ö–į–Ĺ–ł—á–Ķ–Ĺ –ł–Ľ–ł –Ņ–Ĺ–Ķ–≤–ľ–į—ā–ł—á–Ķ–Ĺ –∑–į–ī–≤–ł–∂–≤–į—Č –ľ–Ķ—Ö–į–Ĺ–ł–∑—ä–ľ (–Ņ–ĺ—Ā–Ľ–Ķ–ī–Ĺ–ł—Ź—ā —Ä—Ź–ī–ļ–ĺ —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į). –ö–į—á–Ķ—Ā—ā–≤–ĺ—ā–ĺ –Ĺ–į —ā–Ķ–∑–ł –Ĺ–ĺ–∂–ł—Ü–ł –ī–ĺ –≥–ĺ–Ľ—Ź–ľ–į —Ā—ā–Ķ–Ņ–Ķ–Ĺ –∑–į–≤–ł—Ā–ł –ĺ—ā –ļ—Ä–į–Ļ–Ĺ–ĺ—ā–ĺ –ļ–į—á–Ķ—Ā—ā–≤–ĺ –Ĺ–į –Ņ—Ä–ĺ–ī—É–ļ—ā–ł—ā–Ķ.
–°–Ľ–Ķ–ī–≤–į –ī–į —Ā–Ķ –ĺ—ā–Ī–Ķ–Ľ–Ķ–∂–ł, —á–Ķ —Ü–Ķ–Ĺ–į—ā–į –Ĺ–į –ľ–į—ą–ł–Ĺ–Ĺ–ł—Ź –ł–Ĺ—Ā—ā—Ä—É–ľ–Ķ–Ĺ—ā –∑–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ –Ĺ–į –Ņ—Ä–ĺ—Ą–ł–Ľ–Ĺ–ł—Ź –Ľ–ł—Ā—ā –∑–į–≤–ł—Ā–ł –Ņ—Ä–Ķ–ī–ł –≤—Ā–ł—á–ļ–ĺ –ĺ—ā –Ĺ–Ķ–≥–ĺ–≤–į—ā–į –ļ–ĺ–Ĺ—Ą–ł–≥—É—Ä–į—Ü–ł—Ź –ł –≤–į—Ä–ł—Ä–į –ĺ—ā 645 000 –ī–ĺ 850 000 —Ä—É–Ī–Ľ–ł.
–£—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–ĺ—ā–ĺ –∑–į —É–Ņ—Ä–į–≤–Ľ–Ķ–Ĺ–ł–Ķ –≤–ł –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź–≤–į –ī–į –ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ–ł—Ä–į—ā–Ķ —Ä–į–Ī–ĺ—ā–į—ā–į –Ĺ–į –≤—Ā–ł—á–ļ–ł –ľ–Ķ—Ö–į–Ĺ–ł–∑–ľ–ł –ł —É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–į. –° —ā–ĺ–∑–ł –Ī–Ľ–ĺ–ļ –ľ–ĺ–∂–Ķ—ā–Ķ –ī–į —Ä–Ķ–≥—É–Ľ–ł—Ä–į—ā–Ķ –Ņ—ä—Ä–≤–ĺ–Ĺ–į—á–į–Ľ–Ĺ–į—ā–į –ī–Ķ–Ī–Ķ–Ľ–ł–Ĺ–į –Ĺ–į –Ľ–ł—Ā—ā–į –ł –≤–ł–ī–į –Ĺ–į –Ņ–ĺ–ļ—Ä–ł—ā–ł–Ķ—ā–ĺ, –ļ–į–ļ—ā–ĺ –ł –ī–į –ĺ–Ņ—Ä–Ķ–ī–Ķ–Ľ–ł—ā–Ķ –Ĺ–Ķ–ĺ–Ī—Ö–ĺ–ī–ł–ľ–į—ā–į –ī—ä–Ľ–∂–ł–Ĺ–į –Ĺ–į –Ľ–ł—Ā—ā–į. –ú–Ĺ–ĺ–≥–ĺ –Ľ–ł–Ĺ–ł–ł –ł–∑–Ņ–ĺ–Ľ–∑–≤–į—ā –į–≤—ā–ĺ–ľ–į—ā–ł—á–Ĺ–į —Ā–ł—Ā—ā–Ķ–ľ–į –∑–į —Ā–ł–≥—É—Ä–Ĺ–ĺ—Ā—ā - —Ā–Ķ–Ĺ–∑–ĺ—Ä–ł, –ļ–ĺ–ł—ā–ĺ –ł–∑–ļ–Ľ—é—á–≤–į—ā —Ā–ł—Ā—ā–Ķ–ľ–į—ā–į –≤ —ā–ĺ–∑–ł —Ā–Ľ—É—á–į–Ļ–°–Ņ–Ķ—ą–Ĺ–ł —Ā–ł—ā—É–į—Ü–ł–ł.
–ě—Ā–Ĺ–ĺ–≤–Ĺ–ł—ā–Ķ –Ņ—Ä–Ķ–ī–ł–ľ—Ā—ā–≤–į –Ĺ–į –Ņ—Ä–ĺ–ľ–ł—ą–Ľ–Ķ–Ĺ–ł—Ź –ľ–Ķ—ā–ĺ–ī, –≤ —Ā—Ä–į–≤–Ĺ–Ķ–Ĺ–ł–Ķ —Ā —Ä—ä–ļ–ĺ–≤–ĺ–ī—Ā—ā–≤–ĺ—ā–ĺ, —Ā–į:
- –ł–ī–Ķ–į–Ľ–Ĺ–į—ā–į –≥–Ķ–ĺ–ľ–Ķ—ā—Ä–ł—Ź –Ĺ–į –Ņ—Ä–ĺ—Ą–ł–Ľ–į
- –Ľ–ł—Ā—ā—ä—ā –Ņ–ĺ–Ľ—É—á–į–≤–į –Ķ–ī–Ĺ–ĺ –Ĺ–į–Ņ—Ä–Ķ–∂–Ķ–Ĺ–ł–Ķ –Ņ–ĺ —ą–ł—Ä–ł–Ĺ–į—ā–į, –ļ–į—ā–ĺ —Ā–Ľ–Ķ–ī—Ā—ā–≤–ł–Ķ - –Ĺ—Ź–ľ–į –ī–į —Ā–Ķ —Ā–Ņ—É–ļ–į –Ņ–ĺ –Ľ–ł–Ĺ–ł–ł—ā–Ķ –Ĺ–į –∑–į–≤–ĺ–ł—ā–Ķ
- –Ĺ—Ź–ľ–į –Ņ–ĺ–≤—ā–ĺ—Ä–Ĺ–ĺ —É–Ľ–į–≤—Ź–Ĺ–Ķ - –Ņ—Ä–Ķ—Ą–ĺ—Ä–ľ–į—Ü–ł—Ź –Ņ–ĺ—Ä–į–ī–ł –Ĺ–Ķ—ā–ĺ—á–Ĺ–ĺ—Ā—ā–ł –≤ –≥–Ķ–ĺ–ľ–Ķ—ā—Ä–ł—Ź—ā–į