2 април 2010 г.
Тайни на чистото смилане
Раздел: Дърводелски бизнес
Някои машини и инструменти могат да бъдат съчетани с гъвкавост и гъвкавост с мелница, например, когато трябва да направите глух жлеб или декоративен нокът на ръба на плота. Наличието на фрезоване на твърдосплавни остриета е само едно от условията за смилане без чипс, но тяхната острота е незначителна. Обработката на шперплат и МДФ намалява живота на
най-добрите фрези, така че трябва да пренарежете или подмените ножа, ако е по-лошо за работа. Подобно на триони за рязане, режещите машини трябва периодично да се почистват със специални разтворители (например, Empire Blade Saver). Така че, вие сте готови да започнете да овладявате техниките, които правят работата на вашите машини и инструменти по-трайна.
1. Бавните пасажи намаляват риска от пукнатини
Твърдосплавни мелници и мощни мелничари могат да предизвикат изкушението да се пресоват всякакъв профил на дървен материал наведнъж. Това е най-сигурният начин да се получи от прекъсването от материала, както е показано в примера на гънките. Плитките проходи рядко водят до кълцане по ръба на рудата, така че разделяйте пълната дълбочина (ширината на фрезоването за няколко малки пасажа, както е показано на лявата снимка). Необходим е внимателен подход: Изкуствените дървесни материали с меламиново покритие също трябва да се формоват с поредица от плитки проходи.При необходимост да се намали дълбочината на фрезоване до 2 мм и да се забави.скорост на захранване
2. Играйте с тласкачи
Опорните пръти или дъски са точно толкова необходими, колкото при рязане. И в двата случая нарязването се появява при ненужно изрязване, а не върху детайлите на бъдещия продукт. При фрезоване не забравяйте за изискванията за безопасност и използвайте бутало, дръжте пръстите си далеч от въртящия се нож. Тъй като понякога са необходими много различни профили на фрезоване за работа, трябва или да имате достатъчен брой тласкащи блокове или да знаете как да използвате повторно същия блок. Едно от решенията може да бъде това. Накарайте да изстискате блокче на дебела дъска, в която се пробива отворът за дръжката. Използвайте един ръб за работа, завъртете блока на 90 ° и използвайте следващия ръб за работа с фрезоването на друг профил. В същото време на квадратния блок все още има две лица, които чакат нова работа. Направете такива колкото е възможно по-големи, така че по-късно е възможно да загребвате износените ръбове на машината за трион и да използвате повторно буталото. Големи блокове, в допълнение, може напълно да замени ъгъл лагер каретка, поддържане на дълги детайли в позиция перпендикулярна на надлъжния край на фрезовата маса.
3. Планирайте последователността на обработката
Вероятно при производството на първите проекти няма да обмисляте реда на преминаванията, но скоро, виждайки резултатите, не забравяйте да развиете навика внимателно да планирате своите действия. Ако детайлът трябва да се обработи от четирите страни, не го завъртайте,frezeruya последователно ръбове и завършва. Първи край vidfrezeruyte, водещата лопатка в зърното и надлъжни влакна по краищата. Маски влакна близо до ъглите най-податливи на разделяне и раздробяване външен вид, така обработка завършва първата Ви дава възможност да се премахне повреден по време на по-нататъшно смилане ръбове. Има ли алтернатива? Няма. Ако първата vidfrezeruvaty ръб както е направено в тестови проби показват, след обработката приключва в ъглите могат да бъдат надраскани. Когато се работи с дървесни видове, податливи на чакъла, използвайте метода за стъпка за обработка на плитки пасажи, оставяйки окончателен (довършителни) преминават обезщетение от не повече от 0.8 mm.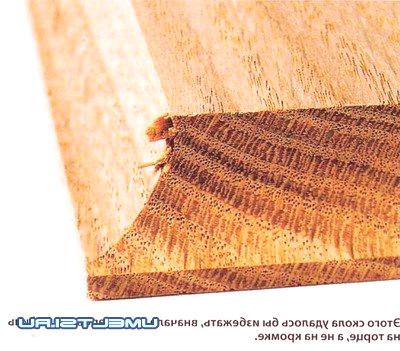 ,
,
Източник samorobok:
http://www.umeltsi.ru/