–ü–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–ĺ–≤–ł—ā–Ķ —ā—Ä—ä–Ī–ł (HDPE) —Ā –ī–ł–į–ľ–Ķ—ā—ä—Ä –ĺ—ā 20 –ī–ĺ 1200 mm —Ā–į —ą–ł—Ä–ĺ–ļ–ĺ —Ä–į–∑–Ņ—Ä–ĺ—Ā—ā—Ä–į–Ĺ–Ķ–Ĺ–ł –Ņ–ĺ—Ä–į–ī–ł –Ņ—Ä–Ķ–ī–ł–ľ—Ā—ā–≤–į—ā–į –ł –Ľ–Ķ—Ā–Ĺ–ł—Ź –ľ–ĺ–Ĺ—ā–į–∂. –ė–∑–Ņ–ĺ–Ľ–∑–≤–į—ā —Ā–Ķ –∑–į –Ņ–ĺ–Ľ–į–≥–į–Ĺ–Ķ –Ĺ–į –≥–į–∑–ĺ–≤–ł –ł –≤–ĺ–ī–ĺ–Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł —ā—Ä—ä–Ī–ł, –≤—ä—ā—Ä–Ķ—ą–Ĺ–ł, –≤—ä–Ĺ—ą–Ĺ–ł, –ī—ä–∂–ī–ĺ–≤–Ĺ–ł –ļ–į–Ĺ–į–Ľ–ł. –í –∑–į–≤–ł—Ā–ł–ľ–ĺ—Ā—ā –ĺ—ā –Ņ—Ä–Ķ–ī–Ĺ–į–∑–Ĺ–į—á–Ķ–Ĺ–ł–Ķ—ā–ĺ, –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–ĺ–≤–ł—ā–Ķ —ā—Ä—ä–Ī–ł –ľ–ĺ–≥–į—ā –ī–į –Ī—ä–ī–į—ā –Ņ–ĺ–ī–Ľ–ĺ–∂–Ķ–Ĺ–ł –Ĺ–į –Ĺ–į–Ľ—Ź–≥–į–Ĺ–Ķ –ł–Ľ–ł –Ĺ–Ķ —Ā–į –Ņ–ĺ–ī –Ĺ–į–Ľ—Ź–≥–į–Ĺ–Ķ. –í—ā–ĺ—Ä–ł—Ź—ā —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į —Ā–į–ľ–ĺ –∑–į –ļ–į–Ĺ–į–Ľ–ł–∑–į—Ü–ł–ĺ–Ĺ–Ĺ–ł —Ā–ł—Ā—ā–Ķ–ľ–ł.
–ü–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–ĺ–≤–ł—ā–Ķ —ā—Ä—ä–Ī–ł –ľ–ĺ–≥–į—ā –ī–į –Ī—ä–ī–į—ā —Ā–≤—ä—Ä–∑–į–Ĺ–ł –Ņ–ĺ —ā—Ä–ł –Ĺ–į—á–ł–Ĺ–į, –Ķ–ī–ł–Ĺ–ł—Ź—ā –ĺ—ā –ļ–ĺ–ł—ā–ĺ –Ķ —Ä–į–∑–ī–Ķ–Ľ–Ķ–Ĺ (–≤—Ä—ä–∑–ļ–į —Ā —Ą–Ľ–į–Ĺ—Ü–ł –ł —Ą–ł—ā–ł–Ĺ–≥–ł), –į –ī—Ä—É–≥–ł—ā–Ķ –ī–≤–Ķ —Ā–į –∑–į–≤–į—Ä–Ķ–Ĺ–ł –Ĺ–Ķ—Ā—ä–≤–ľ–Ķ—Ā—ā–ł–ľ–ł (–∑–į–≤–į—Ä–Ķ–Ĺ–ł —Ā—ä—Ā —Ā–Ņ–Ķ—Ü–ł–į–Ľ–Ĺ–ĺ –ĺ–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ, –Ľ–į–ļ–ł—Ä–į–Ĺ–ĺ –ł–Ľ–ł –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ľ–į–≥–Ĺ–ł—ā–Ĺ–ĺ). –ó–į–≤–į—Ä–Ķ–Ĺ–ł—ā–Ķ —Ā—ä–Ķ–ī–ł–Ĺ–Ķ–Ĺ–ł—Ź —Ā–į –Ĺ–į–Ļ-—Ā–ł–Ľ–Ĺ–ł, —ą–Ķ–≤–ĺ–≤–Ķ—ā–Ķ —Ā–į —Ö–Ķ—Ä–ľ–Ķ—ā–ł—á–Ĺ–ł, —É—Ā—ā–ĺ–Ļ—á–ł–≤–ł –Ĺ–į –≤—ä–∑–ī–Ķ–Ļ—Ā—ā–≤–ł–Ķ—ā–ĺ –Ĺ–į —Ö–ł–ľ–ł—á–Ķ—Ā–ļ–ł –į–≥—Ä–Ķ—Ā–ł–≤–Ĺ–ł —Ā—Ä–Ķ–ī–ł.
- –ü–ĺ–ī–≥–ĺ—ā–≤–ł—ā–Ķ–Ľ–Ķ–Ĺ –Ņ—Ä–ĺ—Ü–Ķ—Ā –Ņ—Ä–Ķ–ī–ł –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į —ā—Ä—ä–Ī–ł—ā–Ķ –Ĺ–į –ė–ü–ü
- –ó–į–≤–į—Ä–ļ–į —Ā –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ-–ľ—É—Ą–į
- –ü—Ä–ł–Ĺ—Ü–ł–Ņ –Ĺ–į –ľ–Ķ—ā–ĺ–ī–į –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–∑–į–ī–≤–ł–∂–≤–į–Ĺ–Ķ—ā–ĺ
- –ó–į–≤–į—Ä—ä—á–Ĺ–į —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—Ź –∑–į IPD —ā—Ä—ä–Ī–ł —á—Ä–Ķ–∑ –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ľ–ĺ—ā–ĺ—Ä
- –í–ł–ī–Ķ–ĺ - –ē–Ľ–Ķ–ļ—ā—Ä–ĺ-–∑–į–≥–Ľ—É—ą–Ķ–Ĺ–į –∑–į–≤–į—Ä–ļ–į –Ĺ–į —ā—Ä—ä–Ī–ł –ĺ—ā –ü–Ě–Ē
- –ó–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į IPD —ā—Ä—ä–Ī–ł —Ā—ä—Ā —Ā–ĺ–Ī—Ā—ā–≤–Ķ–Ĺ–ł—ā–Ķ —Ā–ł —Ä—ä—Ü–Ķ
- –Ę–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—Ź –Ĺ–į —á–Ķ–Ľ–Ĺ–į—ā–į –∑–į–≤–į—Ä–ļ–į –Ĺ–į –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–ĺ–≤–ł —ā—Ä—ä–Ī–ł
- –í–ł–ī–Ķ–ĺ - –®–Ķ–≤–ĺ–≤–ł –∑–į–≤–į—Ä–ļ–ł –Ĺ–į –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–ĺ–≤–ł —ā—Ä—ä–Ī–ł
–ü–ĺ–ī–≥–ĺ—ā–≤–ł—ā–Ķ–Ľ–Ķ–Ĺ –Ņ—Ä–ĺ—Ü–Ķ—Ā –Ņ—Ä–Ķ–ī–ł –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į —ā—Ä—ä–Ī–ł—ā–Ķ –Ĺ–į –ė–ü–ü
–Ě–Ķ–∑–į–≤–ł—Ā–ł–ľ–ĺ –ĺ—ā –≤–ł–ī–į –Ĺ–į –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į —ā—Ä—ä–Ī–ł—ā–Ķ –∑–į –ė–ü–ü, –Ņ—Ä–Ķ–ī–ł –∑–į–Ņ–ĺ—á–≤–į–Ĺ–Ķ –Ĺ–į —Ä–į–Ī–ĺ—ā–į —Ā–Ľ–Ķ–ī–≤–į –ī–į —Ā–Ķ –Ņ—Ä–Ķ–ī–Ņ—Ä–ł–Ķ–ľ–į—ā —Ä–Ķ–ī–ł—Ü–į –Ņ–ĺ–ī–≥–ĺ—ā–≤–ł—ā–Ķ–Ľ–Ĺ–ł –ľ–Ķ—Ä–ļ–ł. –ź –ł–ľ–Ķ–Ĺ–Ĺ–ĺ:
- –ī–į —Ā–Ĺ–į–Ī–ī—Ź–≤–į –ł –Ņ—Ä–ł–≤–Ķ–∂–ī–į —ā—Ä—ä–Ī–ł—ā–Ķ –ł —Ā–ļ—Ä–Ķ–Ņ–ł—ā–Ķ–Ľ–Ĺ–ł—ā–Ķ –Ķ–Ľ–Ķ–ľ–Ķ–Ĺ—ā–ł (–ī–ł—Ä–Ķ–ļ—ā–Ĺ–ł —Ą–ł—ā–ł–Ĺ–≥–ł, —ä–≥–Ľ–ł, —ā—Ä–ĺ–Ļ–Ĺ–ł—Ü–ł –ł –ī—Ä—É–≥–ł —Ā–≤—ä—Ä–∑–≤–į—Č–ł –Ķ–Ľ–Ķ–ľ–Ķ–Ĺ—ā–ł), —Ā–ļ–ĺ–Ī–ł –ł—Ä–Ķ–ī—É—Ü–ł—Ä–į—Č–ł –≤–Ľ–ĺ–∂–ļ–ł, —Ā—ä–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–į—Č–ł –Ĺ–į –ī–ł–į–ľ–Ķ—ā—ä—Ä–į –Ĺ–į –∑–į–≤–į—Ä–Ķ–Ĺ–ł—ā–Ķ —ā—Ä—ä–Ī–ł;
- –ī–į —Ä–į–∑–Ņ–ĺ–Ľ–ĺ–∂–ł –ł –ĺ—Ā–≤–ĺ–Ī–ĺ–ī–ł –ĺ—ā —á—É–∂–ī–ł—ā–Ķ –Ņ—Ä–Ķ–ī–ľ–Ķ—ā–ł —Ä–į–Ī–ĺ—ā–Ĺ–į—ā–į –Ņ–Ľ–į—ā—Ą–ĺ—Ä–ľ–į, –Ĺ–į –ļ–ĺ—Ź—ā–ĺ —Č–Ķ –Ī—ä–ī–Ķ —Ä–į–∑–Ņ–ĺ–Ľ–ĺ–∂–Ķ–Ĺ–ĺ –∑–į–≤–į—Ä—ä—á–Ĺ–ĺ—ā–ĺ –ĺ–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ;
- –∑–į –ľ–Ķ—Ö–į–Ĺ–ł—á–Ĺ–ĺ –ĺ–Ī—Ä–į–Ī–ĺ—ā–≤–į–Ĺ–Ķ –Ĺ–į –ļ—Ä–į–ł—Č–į—ā–į –Ĺ–į IPD –Ĺ–į —ā—Ä—ä–Ī–ł—ā–Ķ –ł –≤—Ā–ł—á–ļ–ł —Ą–ł—ā–ł–Ĺ–≥–ł.
–ó–į–≤–į—Ä—ä—á–Ĺ–ĺ—ā–ĺ –ĺ–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ –Ņ—Ä–Ķ–ī–ł —Ä–į–Ī–ĺ—ā–į —ā—Ä—Ź–Ī–≤–į –ī–į –Ī—ä–ī–Ķ –≤–Ĺ–ł–ľ–į—ā–Ķ–Ľ–Ĺ–ĺ –Ņ—Ä–ĺ–≤–Ķ—Ä–Ķ–Ĺ–ĺ –∑–į —Ä–į–Ī–ĺ—ā–ĺ—Ā–Ņ–ĺ—Ā–ĺ–Ī–Ĺ–ĺ—Ā—ā –ł –Ķ–ļ—Ā–Ņ–Ľ–ĺ–į—ā–į—Ü–ł–ĺ–Ĺ–Ĺ–ł —Ö–į—Ä–į–ļ—ā–Ķ—Ä–ł—Ā—ā–ł–ļ–ł. –†–Ķ–ī—ä—ā –∑–į –Ņ–ĺ–ī–≥–ĺ—ā–ĺ–≤–ļ–į –Ĺ–į –ĺ–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ—ā–ĺ –Ķ –ļ–į–ļ—ā–ĺ —Ā–Ľ–Ķ–ī–≤–į:
- –Ņ—Ä–ĺ–≤–Ķ—Ä—Ź–≤–į –≤–ł–∑—É–į–Ľ–Ĺ–ĺ –≤—ä–∑–Ľ–ł—ā–Ķ –Ĺ–į –∑–į–≤–į—Ä—ä—á–Ĺ–ł—Ź –į–Ņ–į—Ä–į—ā, –Ņ—Ä–ĺ–≤–Ķ—Ä—Ź–≤–į—ā —Ā–Ķ –∑–į–∑–Ķ–ľ–ł—ā–Ķ–Ľ–Ĺ–ł—ā–Ķ –ł –Ķ–Ľ–Ķ–ļ—ā—Ä–ł—á–Ķ—Ā–ļ–ł—ā–Ķ –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł—Ü–ł –∑–į —Ä–į–Ī–ĺ—ā–ĺ—Ā–Ņ–ĺ—Ā–ĺ–Ī–Ĺ–ĺ—Ā—ā, –Ņ—Ä–ĺ–≤–Ķ—Ä—Ź–≤–į—ā —Ā–Ķ –Ĺ–ĺ–∂–ĺ–≤–Ķ—ā–Ķ –Ĺ–į –ľ–ĺ–Ľ–ł–≤–į –ī–ĺ —Ā—ā–Ķ–Ņ–Ķ–Ĺ—ā–į –Ĺ–į –∑–į—ā–ĺ—á–≤–į–Ĺ–Ķ;
- –ī–ĺ–Ņ—ä–Ľ–Ĺ–ł—ā–Ķ–Ľ–Ĺ–ĺ –Ņ–ĺ–ī–≥–ĺ—ā–≤—Ź –Ķ–Ľ–Ķ–ļ—ā—Ä–ł—á–Ķ—Ā–ļ–ł—Ź –≥–Ķ–Ĺ–Ķ—Ä–į—ā–ĺ—Ä, –∑–į—Ä–Ķ–∂–ī–į –≥–ĺ —Ā –≥–ĺ—Ä–ł–≤–ĺ –ł –Ņ—Ä–ĺ–≤–Ķ–∂–ī–į –≤–ļ–Ľ—é—á–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į —ā–Ķ—Ā—ā–į;
- —á–į—Ā—ā–ł—ā–Ķ –Ĺ–į –ĺ–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ—ā–ĺ (—Ā—ā—ä—Ä–≥–į–Ľ–ļ–į, –Ĺ–į–ļ—Ä–į–Ļ–Ĺ–ł–ļ, –Ĺ–į–≥—Ä–Ķ–≤–į—ā–Ķ–Ľ) —Ā–Ķ –Ņ–ĺ—á–ł—Ā—ā–≤–į—ā –ĺ—ā –∑–į–ľ—ä—Ä—Ā—Ź–≤–į–Ĺ–ł—Ź –ł —Ā–Ľ–Ķ–ī–ł –ĺ—ā –Ņ—Ä–ł–ļ—Ä–Ķ–Ņ–Ķ–Ĺ–ł—Ź –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ –Ņ—Ä–Ķ–ī–ł —Ä–į–Ī–ĺ—ā–į, —Ā–Ľ–Ķ–ī –ļ–ĺ–Ķ—ā–ĺ –≤—Ā–ł—á–ļ–ł –Ņ–ĺ–≤—ä—Ä—Ö–Ĺ–ĺ—Ā—ā–ł —Ā–Ķ –ĺ–Ī–Ķ–∑–ľ–į—Ā–Ľ—Ź–≤–į—ā —Ā —Ä–į–∑—ā–≤–ĺ—Ä–ł—ā–Ķ–Ľ;
- –Ĺ–į —Ö–ł–ī—Ä–į–≤–Ľ–ł—á–Ĺ–į—ā–į —Ā–ł—Ā—ā–Ķ–ľ–į –Ĺ–į –∑–į–≤–į—Ä—ä—á–Ĺ–ĺ—ā–ĺ –ĺ–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ –∑–į–ī—ä–Ľ–∂–ł—ā–Ķ–Ľ–Ĺ–ĺ –ī–į —Ā–Ķ –Ņ—Ä–ĺ–≤–Ķ—Ä–ł –Ĺ–į–Ľ–ł—á–ł–Ķ—ā–ĺ –Ĺ–į –ľ–į—Ā–Ľ–ĺ –ł –Ĺ–Ķ–≥–ĺ–≤–ĺ—ā–ĺ –Ĺ–ł–≤–ĺ, –Ņ—Ä–ĺ–≤–Ķ–∂–ī–į–Ĺ–Ķ –Ĺ–į —ā–Ķ—Ā—ā–ĺ–≤–Ķ –∑–į —Ä–į–Ī–ĺ—ā–ĺ—Ā–Ņ–ĺ—Ā–ĺ–Ī–Ĺ–ĺ—Ā—ā—ā–į –Ĺ–į –Ņ–ĺ–ī–≤–ł–∂–Ĺ–ł—Ź –∑–į—ā—Ź–≥–į–Ĺ–Ķ, —Ā–Ľ–Ķ–ī –ļ–ĺ–Ķ—ā–ĺ —Ā–ľ–į–∂–Ķ—ā–Ķ –≤—Ā–ł—á–ļ–ł —ā—Ä–ł–Ķ—Č–ł —Ā–Ķ —á–į—Ā—ā–ł –Ĺ–į –ĺ–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ—ā–ĺ —Ā—ä—Ā —Ā–Ņ–Ķ—Ü–ł–į–Ľ–Ĺ–ł —Ā—ä—Ā—ā–į–≤–ł;
- –ī–į –ł–∑–≤—ä—Ä—ą–ł –Ņ—Ä–ĺ–≤–Ķ—Ä–ļ–į –Ĺ–į –≤—Ā–ł—á–ļ–ł –Ĺ–į–Ľ–ł—á–Ĺ–ł –ł–∑–ľ–Ķ—Ä–≤–į—ā–Ķ–Ľ–Ĺ–ł —É—Ä–Ķ–ī–ł.
–ē–Ľ–Ķ–ļ—ā—Ä–ĺ–ľ–ĺ—ā–ĺ—Ä –∑–į –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ

–ē–Ľ–Ķ–ļ—ā—Ä–ĺ–ľ–ĺ—ā–ĺ—Ä–Ĺ–ł –∑–į–≤–į—Ä–Ķ–Ĺ–ł
–°—Ä–į–≤–Ĺ—Ź–≤–į–Ļ–ļ–ł –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ—Ā—ä–Ķ–ī–ł–Ĺ—Ź–≤–į–Ĺ–Ķ –ł –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į —Ą—É–≥–ł, –Ņ—ä—Ä–≤–ĺ—ā–ĺ –Ķ –ł–ļ–ĺ–Ĺ–ĺ–ľ–ł—á–Ķ—Ā–ļ–ł –Ņ–ĺ-–ľ–į–Ľ–ļ–ĺ –ł–∑–≥–ĺ–ī–Ĺ–ĺ, –Ĺ–ĺ –Ķ –ľ–Ĺ–ĺ–≥–ĺ —É–ī–ĺ–Ī–Ĺ–ĺ –≤ —Ā–Ľ—É—á–į–ł—ā–Ķ, –ļ–ĺ–≥–į—ā–ĺ —Ä–į–Ī–ĺ—ā–į—ā–į —Ā–Ķ –ł–∑–≤—ä—Ä—ą–≤–į –Ņ—Ä–ł —ā—Ä—É–ī–Ĺ–ł —É—Ā–Ľ–ĺ–≤–ł—Ź —Ā –ľ–ł–Ĺ–ł–ľ–į–Ľ–Ĺ–ĺ —Ä–į–Ī–ĺ—ā–Ĺ–ĺ –Ņ—Ä–ĺ—Ā—ā—Ä–į–Ĺ—Ā—ā–≤–ĺ. –ē–Ľ–Ķ–ļ—ā—Ä–ĺ-–ľ—É—Ą–Ķ–Ľ–Ĺ–į –∑–į–≤–į—Ä–ļ–į —á–Ķ—Ā—ā–ĺ–ė–∑–Ņ–ĺ–Ľ–∑–≤–į —Ā–Ķ –∑–į —Ä–Ķ–ľ–ĺ–Ĺ—ā –Ĺ–į IPD —ā—Ä—ä–Ī–ł (–ĺ—Ā–ĺ–Ī–Ķ–Ĺ–ĺ –∑–į —ā—Ä—ä–Ī–ł —Ā –ī–ł–į–ľ–Ķ—ā—ä—Ä –ī–ĺ 160 mm) –ł —Ä–į–∑–ļ–Ľ–ĺ–Ĺ–ł—ā–Ķ–Ľ–Ĺ–ł –ł–Ĺ—Ā—ā–į–Ľ–į—Ü–ł–ł –≤—ä–≤ –≤–Ķ—á–Ķ —Ā—ä—Č–Ķ—Ā—ā–≤—É–≤–į—Č —ā—Ä—ä–Ī–ĺ–Ņ—Ä–ĺ–≤–ĺ–ī. –ó–į–≤–į—Ä–Ķ–Ĺ–ł—ā–Ķ —ą–Ķ–≤–ĺ–≤–Ķ —Ā–Ľ–Ķ–ī –≤–ł—Ā–ĺ–ļ–ĺ–ļ–į—á–Ķ—Ā—ā–≤–Ķ–Ĺ–į —Ä–į–Ī–ĺ—ā–į –ľ–ĺ–≥–į—ā –ī–į –ł–∑–ī—ä—Ä–∂–į—ā –Ĺ–į –Ĺ–į–Ľ—Ź–≥–į–Ĺ–Ķ –ī–ĺ 16 –į—ā–ľ–ĺ—Ā—Ą–Ķ—Ä–ł.
–ü—Ä–ł–Ĺ—Ü–ł–Ņ—ä—ā –Ĺ–į –ľ–Ķ—ā–ĺ–ī–į –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ľ–ĺ—ā–ĺ—Ä–Ĺ–ĺ—ā–ĺ –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ

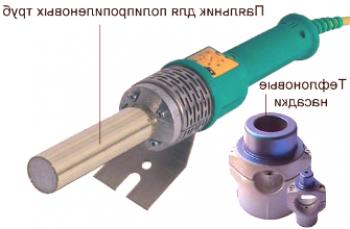
–ź–Ņ–į—Ä–į—ā–ł –∑–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–∑–į–ī–≤–ł–∂–≤–į–Ĺ–Ķ –Ĺ–į —ā—Ä—ä–Ī–ł –ĺ—ā –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–ĺ–≤–ł —ā—Ä—ä–Ī–ł
–ē–Ľ–Ķ–ļ—ā—Ä–ĺ–ľ–ĺ—ā–ĺ—Ä—ä—ā –Ķ –ĺ—Ą–ĺ—Ä–ľ–Ķ–Ĺ–į —á–į—Ā—ā –ĺ—ā –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ —Ā –ł–ľ–Ņ–Ľ–į–Ĺ—ā–ł—Ä–į–Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ł—á–Ķ—Ā–ļ–į —Ā–Ņ–ł—Ä–į–Ľ–į –≤ —Ā–Ľ—É—á–į—Ź –Ĺ–į –Ņ—Ä–ł–ļ–į—á–Ĺ–ĺ—ā–ĺ —É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–ĺ. –°—ä–Ķ–ī–ł–Ĺ–ł—ā–Ķ–Ľ–ł—ā–Ķ —Ā–į –Ĺ–į–Ņ—Ä–į–≤–Ķ–Ĺ–ł –∑–į —ā—Ä—ä–Ī–ł —Ā —Ä–į–∑–Ľ–ł—á–Ķ–Ĺ –ī–ł–į–ľ–Ķ—ā—ä—Ä –ł —Ā–į –ļ–į–Ľ–ł–Ī—Ä–ł—Ä–į–Ĺ–ł —Ā –Ī–į—Ä–ļ–ĺ–ī, –ļ–ĺ–Ķ—ā–ĺ –Ņ–ĺ–ļ–į–∑–≤–į —É—Ā–Ľ–ĺ–≤–ł—Ź—ā–į –Ĺ–į —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–Ĺ–ł—Ź —Ä–Ķ–∂–ł–ľ, –Ņ—Ä–ĺ–ī—ä–Ľ–∂–ł—ā–Ķ–Ľ–Ĺ–ĺ—Ā—ā—ā–į –Ĺ–į –ĺ—ā–ĺ–Ņ–Ľ–Ķ–Ĺ–ł–Ķ—ā–ĺ –ł –ī—Ä—É–≥–į –ł–Ĺ—Ą–ĺ—Ä–ľ–į—Ü–ł—Ź –∑–į —Ä–į–Ī–ĺ—ā–į. –ź–ļ–ĺ —Ā–Ķ –ł–∑–≤—ä—Ä—ą–≤–į –Ņ—Ä–į–≤–ĺ–Ľ–ł–Ĺ–Ķ–Ļ–Ĺ–ĺ –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į IPD —ā—Ä—ä–Ī–ł, –ľ—É—Ą–Ķ–Ľ—ä—ā —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į –≤ –Ņ—Ä–ĺ—Ā—ā–ł —Ą–ĺ—Ä–ľ–ł, –∑–į –ľ–ĺ–Ĺ—ā–į–∂ –Ĺ–į –ī—Ä—É–≥–ł –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł–ł, —ā–Ķ—Ą–Ľ–ĺ–Ĺ–ĺ–≤–ł—ā–Ķ –Ķ–Ľ–Ķ–ļ—ā—Ä–ł—Ą–ł—Ü–ł—Ä–į–Ĺ–ł, —Ā–Ķ–ī–Ľ–ĺ–≤–ł –ļ—Ä–į–Ĺ–ĺ–≤–Ķ –ł –ī—Ä—É–≥–ł —á–į—Ā—ā–ł –ĺ—ā –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ —Ā –Ņ–ĺ–ī–ĺ–Ī–Ĺ–ł –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ—Ā–Ņ–ł—Ä–ł.

–ú–ĺ–Ĺ—ā–į–∂ –Ĺ–į —á–į—Ā—ā–ł –∑–į –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–ĺ–≤–ł —ā—Ä—ä–Ī–Ĺ–ł –ł–Ĺ—Ā—ā–į–Ľ–į—Ü–ł–ł
–ü—Ä–ł–Ĺ—Ü–ł–Ņ—ä—ā –Ķ —Ā–Ľ–Ķ–ī–Ĺ–ł—Ź—ā: —Ā–Ľ–Ķ–ī –Ņ–ĺ–ī–į–≤–į–Ĺ–Ķ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ł—á–Ķ—Ā–ļ–ł—Ź —ā–ĺ–ļ –ļ—ä–ľ —Ā—ä–Ķ–ī–ł–Ĺ–ł—ā–Ķ–Ľ–Ĺ–į—ā–į –Ī–ĺ–Ī–ł–Ĺ–į, –Ĺ–į—Ā—ā—ä–Ņ–≤–į –Ņ–ĺ–≤–ł—ą–į–≤–į–Ĺ–Ķ –Ĺ–į —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–į—ā–į –Ĺ–į –∑–į–ĺ–Ī–ł–ļ–į–Ľ—Ź—Č–ł—Ź –≥–ĺ —Ā–Ľ–ĺ–Ļ –ĺ—ā –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ –ł –Ĺ–Ķ–≥–ĺ–≤–ĺ—ā–ĺ —ā–ĺ–Ņ–Ķ–Ĺ–Ķ. –°–Ľ–Ķ–ī —ā–ĺ–≤–į –ļ—Ä–į–ł—Č–į—ā–į –Ĺ–į –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–ĺ–≤–į—ā–į —ā—Ä—ä–Ī–į –Ņ–ĺ–ī —Ā—ä–Ķ–ī–ł–Ĺ–ł—ā–Ķ–Ľ—Ź —Ā–Ķ –Ĺ–į–≥—Ä—Ź–≤–į—ā. –í —ā–ĺ–∑–ł —Ā–Ľ—É—á–į–Ļ, —ā—Ä—ä–Ī–į—ā–į —Ā–Ķ —Ä–į–∑—ą–ł—Ä—Ź–≤–į, –ĺ–Ī—Ä–į–∑—É–≤–į–Ļ–ļ–ł –Ĺ–Ķ–ĺ–Ī—Ö–ĺ–ī–ł–ľ–ĺ—ā–ĺ –Ĺ–į–Ľ—Ź–≥–į–Ĺ–Ķ –∑–į –≤–ł—Ā–ĺ–ļ–ĺ–ļ–į—á–Ķ—Ā—ā–≤–Ķ–Ĺ–ĺ –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ. –°–Ľ–Ķ–ī –ł–∑–ļ–Ľ—é—á–≤–į–Ĺ–Ķ –Ĺ–į –∑–į—Ö—Ä–į–Ĺ–≤–į–Ĺ–Ķ—ā–ĺ —ā—Ä—ä–Ī–į—ā–į —Ā–Ķ –ĺ—Ö–Ľ–į–∂–ī–į –ł –∑–į–≤–į—Ä—ä—á–Ĺ–ł—Ź—ā —ą–Ķ–≤ —Ā –∑–į–≤–į—Ä–Ķ–Ĺ–į—ā–į –≤—Ä—ä–∑–ļ–į —Ā–Ķ –≤—ā–≤—ä—Ä–ī—Ź–≤–į –ł –ĺ–Ī—Ä–į–∑—É–≤–į —ā–≤—ä—Ä–ī–į —Ö–Ķ—Ä–ľ–Ķ—ā–ł—á–Ĺ–į –≤—Ä—ä–∑–ļ–į.

–Ę—Ä—ä–Ī–į –≤ —Ā–Ķ–ļ—Ü–ł—Ź—ā–į —Ā–Ľ–Ķ–ī –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ-–ľ—É—Ą—ā –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ
–ó–į–≤–į—Ä—ä—á–Ĺ–į —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—Ź –∑–į —ā—Ä—ä–Ī–ł –∑–į IPD–Ķ–Ľ–Ķ–ļ—ā—Ä–ł—á–Ķ—Ā–ļ–į –ł–Ĺ—Ā—ā–į–Ľ–į—Ü–ł—Ź
–ü—Ä–Ķ–ī–ł –Ņ—Ä–ĺ—Ü–Ķ—Ā–į –Ĺ–į –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ņ—Ä–ł–≥–ĺ—ā–≤–Ķ—ā–Ķ: –ĺ—ā—Ā—ā—Ä–į–Ĺ–Ķ—ā–Ķ –∑–į–ľ—ä—Ä—Ā—Ź–≤–į–Ĺ–Ķ—ā–ĺ –ĺ—ā —ā—Ä—ä–Ī–ł—ā–Ķ, –Ņ–ĺ—á–ł—Ā—ā–Ķ—ā–Ķ —Ä—ä–Ī–į –ł–ľ, –ĺ–Ī–Ķ–∑–ľ–į—Ā–Ľ–Ķ—ā–Ķ –≤—ä—ā—Ä–Ķ—ą–Ĺ–į—ā–į –Ņ–ĺ–≤—ä—Ä—Ö–Ĺ–ĺ—Ā—ā –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–∑–į–ī–≤–ł–∂–≤–į—Č–į—ā–į —Ā–ł–Ľ–į.
–°–Ľ–Ķ–ī —ā–ĺ–≤–į —Ä—ä–Ī–ĺ–≤–Ķ—ā–Ķ –Ĺ–į —ā—Ä—ä–Ī–ł—ā–Ķ —Ā–Ķ –Ņ–ĺ—Ā—ā–į–≤—Ź—ā –≤ —Ā—ä–Ķ–ī–ł–Ĺ–ł—ā–Ķ–Ľ—Ź –ł —Ą–ł–ļ—Ā–ł—Ä–į—ā —Ü—Ź–Ľ–į—ā–į –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł—Ź –≤ –Ņ–ĺ–∑–ł—Ü–ł–ĺ–Ĺ–Ķ—Ä–į.
–ó–į –ī–į –Ĺ–į–ľ–Ķ—Ä–ł—ā–Ķ –Ņ–į—Ä–į–ľ–Ķ—ā—Ä–ł –Ĺ–į –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ, –Ņ—Ä–ĺ—á–Ķ—ā–Ķ—ā–Ķ –Ī–į—Ä–ļ–ĺ–ī–į –≤—ä—Ä—Ö—É –ĺ—Ą–ĺ—Ä–ľ–Ķ–Ĺ–į—ā–į —á–į—Ā—ā –ł–Ľ–ł —Ä—ä—á–Ĺ–ĺ –≤—ä–≤–Ķ–ī–Ķ—ā–Ķ –ĺ–Ņ—Ä–Ķ–ī–Ķ–Ľ–Ķ–Ĺ–ł—ā–Ķ —Ā—ā–ĺ–Ļ–Ĺ–ĺ—Ā—ā–ł –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ł—á–Ķ—Ā–ļ–ł—Ź –∑–į–≤–į—Ä—á–ł–ļ.
–ö–ĺ–Ĺ—ā–į–ļ—ā–ł—ā–Ķ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ľ–ĺ—ā–ĺ—Ä–į –ł –∑–į–≤–į—Ä—ä—á–Ĺ–į—ā–į –ľ–į—ą–ł–Ĺ–į —Ā–į —Ā–≤—ä—Ä–∑–į–Ĺ–ł –Ņ–ĺ–ľ–Ķ–∂–ī—É —Ā–ł –ł –∑–į—Ö—Ä–į–Ĺ–≤–į—Č–ĺ—ā–ĺ –Ĺ–į–Ņ—Ä–Ķ–∂–Ķ–Ĺ–ł–Ķ.
–í –ļ—Ä–į—Ź –Ĺ–į –Ņ—Ä–ĺ—Ü–Ķ—Ā–į –Ĺ–į —Ā–≤—ä—Ä–∑–≤–į–Ĺ–Ķ —Ā—ä–Ķ–ī–ł–Ĺ–ł—ā–Ķ–Ľ–ł—ā–Ķ –ł –ļ—Ä–į–ł—Č–į—ā–į –Ĺ–į —ā—Ä—ä–Ī–ł—ā–Ķ —Ā–Ķ –ł–∑–ļ–Ľ—é—á–≤–į—ā –ĺ—ā –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–∑–į—Ö—Ä–į–Ĺ–≤–į–Ĺ–Ķ—ā–ĺ, –į –Ņ—Ä–ĺ–Ķ–ļ—ā—ä—ā —Ā–Ķ –ĺ—Ā—ā–į–≤—Ź –ī–į —Ā–Ķ –ĺ—Ö–Ľ–į–ī–ł, –Ņ—Ä–ł–ī—ä—Ä–∂–į–Ļ–ļ–ł —Ā–Ķ —Ā—ā—Ä–ĺ–≥–ĺ –ļ—ä–ľ –Ĺ–Ķ–ī–≤–ł–∂–ł–ľ–ł—ā–Ķ –ł–ľ–ĺ—ā–ł. –°–Ľ–Ķ–ī –ļ–į—ā–ĺ —ā—Ä—ä–Ī–į—ā–į —Ā–Ķ –ĺ—Ö–Ľ–į–ī–ł, —ā—Ź —Ā–Ķ –ł–∑–≤–į–∂–ī–į –ĺ—ā –Ņ–ĺ–∑–ł—Ü–ł–ĺ–Ĺ–Ķ—Ä–į –ł –ĺ—ā–Ņ–Ķ—á–į—ā–≤–į –Ņ—Ä–ĺ—ā–ĺ–ļ–ĺ–Ľ–į –∑–į –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ.
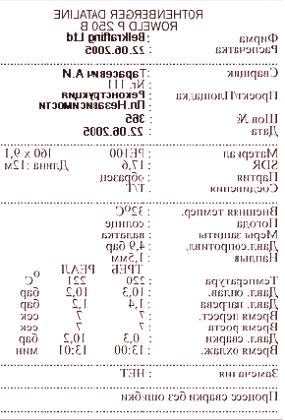
–ü—Ä–ĺ—ā–ĺ–ļ–ĺ–Ľ –∑–į –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ
–ź–ļ–ĺ –∑–į–≤–į—Ä–Ķ–Ĺ–į—ā–į —ā—Ä—ä–Ī–į –ł–ľ–į –≥–ĺ–Ľ—Ź–ľ –ī–ł–į–ľ–Ķ—ā—ä—Ä, –Ķ–Ľ–Ķ–ľ–Ķ–Ĺ—ā—ä—ā –ľ–ĺ–∂–Ķ –ī–į —Ā–Ķ –ī–ĺ–Ī–į–≤–ł –ļ—ä–ľ —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—Ź—ā–į –∑–į –ī–ĺ–Ņ—ä–Ľ–Ĺ–ł—ā–Ķ–Ľ–Ĺ–ĺ –Ĺ–į–≥—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į —á–į—Ā—ā–ł—ā–Ķ.
–í–ł–ī–Ķ–ĺ - –ē–Ľ–Ķ–ļ—ā—Ä–ĺ-–∑–į–≥–Ľ—É—ą–Ķ–Ĺ–į –∑–į–≤–į—Ä–ļ–į –Ĺ–į —ā—Ä—ä–Ī–ł –ĺ—ā –ė–ü–ü
–ó–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į IPD —ā—Ä—ä–Ī–ł —Ā—ä—Ā —Ā–ĺ–Ī—Ā—ā–≤–Ķ–Ĺ–ł —Ä—ä—Ü–Ķ

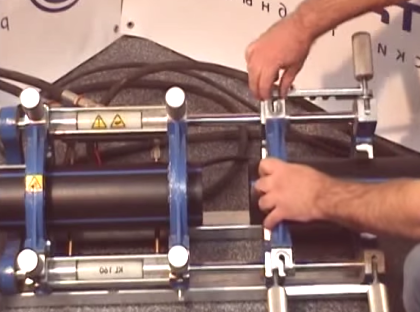
–ě–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ –∑–į —á–Ķ–Ľ–Ĺ–ĺ –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į —ā—Ä—ä–Ī–ł, IPA
–ó–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į —Ā—ā–ł–ļ –Ķ –Ņ–ĺ-—ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—á–Ĺ–ĺ —Ā–Ľ–ĺ–∂–Ķ–Ĺ –Ņ—Ä–ĺ—Ü–Ķ—Ā, –ĺ—ā–ļ–ĺ–Ľ–ļ–ĺ—ā–ĺ —Ā–≤—ä—Ä–∑–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į IPD –Ĺ–į —ā—Ä—ä–Ī–ł—ā–Ķ —Ā –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ľ–ĺ—ā–ĺ—Ä–Ĺ–į —Ā–ł–Ľ–į. –†–į–Ī–ĺ—ā–į—ā–į –ľ–ĺ–∂–Ķ –ī–į —Ā–Ķ –ł–∑–≤—ä—Ä—ą–ł —Ā–į–ľ–ĺ —Ā –ļ–≤–į–Ľ–ł—Ą–ł–ļ–į—Ü–ł—Ź—ā–į –Ĺ–į –∑–į–≤–į—Ä—á–ł–ļ–į –ł —Ā—ä–ĺ—ā–≤–Ķ—ā–Ĺ–ł—Ź —ā—Ä—É–ī–ĺ–≤ –ĺ–Ņ–ł—ā.

–ě–Ī–ĺ—Ä—É–ī–≤–į–Ĺ–Ķ –∑–į —á–Ķ–Ľ–Ĺ–ĺ –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–ĺ–≤–ł —ā—Ä—ä–Ī–ł
–í —Ā–Ľ—É—á–į–Ļ –Ĺ–į –ł–∑–ļ—ä–Ľ—á–≤–į–Ĺ–Ķ —Ā–Ķ –ĺ–Ī—Ä–į–∑—É–≤–į –ľ–ĺ–Ĺ–ĺ–Ľ–ł—ā–Ķ–Ĺ —ą–Ķ–≤, –ļ–ĺ–Ļ—ā–ĺ –Ĺ–Ķ —Ā–Ķ –Ņ–ĺ–ī–ī–į–≤–į –Ĺ–į —ā–Ķ—Ö–Ĺ–ł—á–Ķ—Ā–ļ–ł—ā–Ķ –Ņ–į—Ä–į–ľ–Ķ—ā—Ä–ł –Ĺ–į –ī—Ä—É–≥–ł –Ņ–ĺ–≤—ä—Ä—Ö–Ĺ–ĺ—Ā—ā–ł –ĺ—ā –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–ĺ–≤–ł —ā—Ä—ä–Ī–ł, –Ĺ–Ķ –Ĺ–į—Ä—É—ą–į–≤–į–≥—ä–≤–ļ–į–≤–ĺ—Ā—ā –Ĺ–į –ī–ł–∑–į–Ļ–Ĺ–į. –ü–ĺ —ā–ĺ–∑–ł –Ĺ–į—á–ł–Ĺ —Ā–≤—ä—Ä–∂–Ķ—ā–Ķ —ā—Ä—ä–Ī–ł—ā–Ķ –Ķ–ī–ł–Ĺ —Ā –ī—Ä—É–≥, –ļ–į–ļ—ā–ĺ –ł –ľ–ĺ–Ĺ—ā–ł—Ä–į–Ļ—ā–Ķ —Ą–ł—ā–ł–Ĺ–≥–ł –ł –ī—Ä—É–≥–ł —á–į—Ā—ā–ł.

–°—Ö–Ķ–ľ–į –Ĺ–į –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į –∑–į–ī–Ĺ–ł–ļ–į
–ö–ĺ–ľ–Ņ–ĺ–∑–ł—ā–Ĺ–ĺ –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į —Ā–į–ľ–ĺ –∑–į —Ā–≤—ä—Ä–∑–≤–į–Ĺ–Ķ –Ĺ–į —á–į—Ā—ā–ł –ĺ—ā –Ķ–ī–ł–Ĺ –ł —Ā—ä—Č–ł –ļ–Ľ–į—Ā –ĺ—ā –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ, –ī–ł–į–ľ–Ķ—ā—ä—Ä, SDR —Ā –ī–Ķ–Ī–Ķ–Ľ–ł–Ĺ–į –Ĺ–į —Ā—ā–Ķ–Ĺ–į—ā–į –Ņ–ĺ–≤–Ķ—á–Ķ –ĺ—ā 4,5 mm –ł –ī–ł–į–ľ–Ķ—ā—ä—Ä –Ĺ–į–ī 50 mm.
–Ę–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—Ź –Ĺ–į –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į —ā—Ä—ä–Ī–ł –ĺ—ā –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ
–ü—Ä–ł –Ņ–ĺ–ī–≥–ĺ—ā–≤–ł—ā–Ķ–Ľ–Ĺ–ł—Ź –Ķ—ā–į–Ņ, –Ņ—Ä–ĺ–≤–Ķ—Ä–Ķ—ā–Ķ –ĺ–≤–į–Ľ–Ĺ–ĺ—Ā—ā—ā–į –Ĺ–į –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–ĺ–≤–ł—ā–Ķ —ā—Ä—ä–Ī–ł, —Ā—Ä–į–≤–Ĺ–Ķ—ā–Ķ –ī–Ķ–Ī–Ķ–Ľ–ł–Ĺ–į—ā–į –Ĺ–į —Ā—ā–Ķ–Ĺ–ł—ā–Ķ –ł–ľ, —Ā—ä–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–ł–Ķ—ā–ĺ –Ĺ–į SDR –Ĺ–į –∑–į–≤–į—Ä–Ķ–Ĺ–ł—ā–Ķ —á–į—Ā—ā–ł. –°–Ľ–Ķ–ī —ā–ĺ–≤–į, –ĺ—ā –ļ—Ä–į–ł—Č–į—ā–į —É–ī–į—Ä–ł —á–ł–Ņ–ĺ–≤–Ķ, –Ĺ–Ķ—Ä–į–≤–Ķ–Ĺ—Ā—ā–≤–į (–≤—ä–∑–ľ–ĺ–∂–Ĺ–ĺ –Ķ –ī–į —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ł—á–Ķ—Ā–ļ–ł —ā—Ä–ł–ĺ–Ĺ, –ļ–ĺ–Ļ—ā–ĺ –ĺ—ā—Ä—Ź–∑–≤–į —ā—Ä—ä–Ī–ł—ā–Ķ –Ņ–ĺ–ī —ä–≥—ä–Ľ –ĺ—ā 90 ¬į), –Ņ–ĺ—á–ł—Ā—ā–≤–į —Ā–Ķ –ĺ—ā –∑–į–ľ—ä—Ä—Ā—Ź–≤–į–Ĺ–Ķ (–Ņ—Ä–į—Ö, –Ņ—Ź—Ā—ä–ļ, –≤–Ľ–į–≥–į –ł –ī—Ä.).
–í —Ü–Ķ–Ĺ—ā—Ä–į–Ľ–ł–∑–į—ā–ĺ—Ä–į —Ā–Ķ –ľ–ĺ–Ĺ—ā–ł—Ä–į—ā —ā—Ä—ä–Ī–ł, –ļ–į—ā–ĺ —Ä–į–∑—Ā—ā–ĺ—Ź–Ĺ–ł–Ķ—ā–ĺ –ľ–Ķ–∂–ī—É –ļ—Ä–į–ł—Č–į—ā–į –Ķ –ĺ–ļ–ĺ–Ľ–ĺ 4 cm.
–Ę—Ä—ä–Ī–ł—ā–Ķ —Ā–Ķ –ľ–ĺ–Ĺ—ā–ł—Ä–į—ā –≤ —Ü–Ķ–Ĺ—ā—Ä–į–Ľ–ł–∑–į—ā–ĺ—Ä–į, –ļ–į—ā–ĺ —Ā–Ķ –Ņ–ĺ–ī–ī—ä—Ä–∂–į —Ä–į–∑—Ā—ā–ĺ—Ź–Ĺ–ł–Ķ—ā–ĺ –ľ–Ķ–∂–ī—É –ļ—Ä–į–ł—Č–į—ā–į –ĺ—ā –ĺ–ļ–ĺ–Ľ–ĺ 4 cm
.–°–Ľ–Ķ–ī —ā–ĺ–≤–į –ĺ–Ī—Ä–į–∑—É–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –Ņ—ä—Ä–≤–ł—á–Ĺ–į—ā–į —Ä–Ķ—ą–Ķ—ā–ļ–į —Ā–Ķ –ł–∑–≤—ä—Ä—ą–≤–į —á—Ä–Ķ–∑ —ā–ĺ–Ņ–Ķ–Ĺ–Ķ –Ĺ–į –ļ—Ä–į–ł—Č–į—ā–į –Ĺ–į —ā—Ä—ä–Ī–ł—ā–Ķ –Ĺ–į –∑–į–≤–į—Ä—ä—á–Ĺ–į—ā–į –ľ–į—ą–ł–Ĺ–į.
–Ě–į–≥—Ä–Ķ–≤–į—ā–Ķ–Ľ—Ź—ā –∑–į—Ā—Ź–≥–į –ļ—Ä–į–ł—Č–į—ā–į –Ĺ–į IPD –Ĺ–į —ā—Ä—ä–Ī–ł—ā–Ķ. –í —ā–ĺ–∑–ł —Ā–Ľ—É—á–į–Ļ, —ā–ĺ–Ņ–Ľ–ł–Ĺ–į—ā–į —Ā–Ķ —Ä–į–∑–Ņ—Ä–ĺ—Ā—ā—Ä–į–Ĺ—Ź–≤–į –ī—ä–Ľ–Ī–ĺ–ļ–ĺ –≤ –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–į, –∑–į–Ņ–ĺ—á–≤–į –Ņ—Ä–ĺ—Ü–Ķ—Ā—ä—ā –Ĺ–į –Ĺ–Ķ–≥–ĺ–≤–ĺ—ā–ĺ —ā–ĺ–Ņ–Ķ–Ĺ–Ķ.
–°–Ľ–Ķ–ī –∑–į–ī—ä—Ä–∂–į–Ĺ–Ķ –Ĺ–į –ĺ—ā–ĺ–Ņ–Ľ–ł—ā–Ķ–Ľ–Ĺ–į—ā–į —á–į—Ā—ā –Ĺ–į –∑–į–≤–į—Ä—á–ł–ļ–į –Ĺ–į –ļ—Ä–į–ł—Č–į—ā–į –Ĺ–į —ā—Ä—ä–Ī–ł—ā–Ķ –∑–į –ĺ–Ņ—Ä–Ķ–ī–Ķ–Ľ–Ķ–Ĺ –Ņ–Ķ—Ä–ł–ĺ–ī –ĺ—ā –≤—Ä–Ķ–ľ–Ķ, –ļ–ĺ–Ļ—ā–ĺ —Ā–Ķ –ł–∑–Ī–ł—Ä–į –≤ –∑–į–≤–ł—Ā–ł–ľ–ĺ—Ā—ā –ĺ—ā —Ä–į–∑–ľ–Ķ—Ä–į –ł –ī–Ķ–Ī–Ķ–Ľ–ł–Ĺ–į—ā–į –Ĺ–į –Ņ—Ä–ĺ–ī—É–ļ—ā–ł—ā–Ķ, —ā–ĺ–Ļ —Ā–Ķ –ĺ—ā—Ā—ā—Ä–į–Ĺ—Ź–≤–į –≤–Ĺ–ł–ľ–į—ā–Ķ–Ľ–Ĺ–ĺ –ł –Ĺ–į–≥—Ä–Ķ—ā–ł—ā–Ķ —ā—Ä—ä–Ī–ł —Ā–Ķ —Ā–≤—ä—Ä–∑–≤–į—ā –Ņ–ĺ–ľ–Ķ–∂–ī—É —Ā–ł. –í–į–∂–Ĺ–ĺ –Ķ –≤—Ä–Ķ–ľ–Ķ—ā–ĺ, –Ĺ–Ķ–ĺ–Ī—Ö–ĺ–ī–ł–ľ–ĺ –∑–į –ĺ—ā—Ā—ā—Ä–į–Ĺ—Ź–≤–į–Ĺ–Ķ –Ĺ–į –∑–į–≤–į—Ä—ä—á–Ĺ–į—ā–į –ľ–į—ą–ł–Ĺ–į –ł—ā—Ä—ä–Ī–ł—ā–Ķ –Ĺ–į –Ĺ–į–≥—Ä–Ķ—ā–ł—ā–Ķ –ļ—Ä–į–ł—Č–į –Ĺ–į —ā—Ä—ä–Ī–ł—ā–Ķ –Ī—Ź—Ö–į –ľ–ł–Ĺ–ł–ľ–į–Ľ–Ĺ–ł.
–Ě–į –≥–ĺ—Ä–Ķ—Č–ł—Ź –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ, —Ā–Ľ–Ķ–ī —Ā–ļ–į—á–≤–į–Ĺ–Ķ, —Ā–Ķ –ĺ—Ą–ĺ—Ä–ľ—Ź –ļ—Ä–į–Ļ–Ĺ–į —Ä–Ķ—ą–Ķ—ā–ļ–į. –ü–ĺ–ī—Ö–ĺ–ī—Ź—Č–ĺ—ā–ĺ –Ĺ–į–Ľ—Ź–≥–į–Ĺ–Ķ —Ā–Ķ –ĺ—Ā–ł–≥—É—Ä—Ź–≤–į –ĺ—ā –ľ–į—ą–ł–Ĺ–į —Ā —Ö–ł–ī—Ä–ĺ–ī–ł–Ĺ–į–ľ–ł—á–Ķ–Ĺ —ā—Ä–į–Ĺ—Ā–Ņ–ĺ—Ä—ā–Ķ—Ä.
–ö–ĺ–≥–į—ā–ĺ –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ—ä—ā —Ā–Ķ –ĺ—Ö–Ľ–į–ī–ł, —Ā–Ķ –ĺ–Ī—Ä–į–∑—É–≤–į —Ä–į–≤–Ĺ–ĺ–ľ–Ķ—Ä–Ķ–Ĺ –∑–į–Ņ–Ķ—á–į—ā–į–Ĺ —ą–Ķ–≤ - —Č–Ķ —Ā–Ķ –Ņ–ĺ—Ź–≤–ł –ļ—É–Ņ. –í —Ā–Ľ—É—á–į–Ļ –Ĺ–į –≥—Ä–Ķ—ą–ļ–ł –≤ –Ņ—Ä–ĺ—Ü–Ķ—Ā–į /–ł–Ĺ—Ā—ā–į–Ľ–į—Ü–ł—Ź—ā–į, —ą–Ķ–≤–į —Ā–Ķ –ĺ–ļ–į–∑–≤–į —Ö–Ķ—ā–Ķ—Ä–ĺ–≥–Ķ–Ĺ–Ķ–Ĺ –ł–Ľ–ł –ł–∑–≤–ł—ā. –í–į–∂–Ĺ–ĺ –Ķ –ī–į —Ā–Ķ –ł–∑–Ī—Ź–≥–≤–į –Ņ—Ä–Ķ–ľ–Ķ—Ā—ā–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į —Ā—ā–Ķ–Ĺ–ł—ā–Ķ –Ĺ–į —ā—Ä—ä–Ī–ł—ā–Ķ –Ķ–ī–ł–Ĺ —Ā–Ņ—Ä—Ź–ľ–ĺ –ī—Ä—É–≥ —Ā –Ņ–ĺ–≤–Ķ—á–Ķ –ĺ—ā 10% –ĺ—ā –ī–Ķ–Ī–Ķ–Ľ–ł–Ĺ–į—ā–į –Ĺ–į —Ā—ā–Ķ–Ĺ–ł—ā–Ķ –ł–ľ.
–ü–ĺ—Ź–≤–į—ā–į –Ĺ–į –Ņ—Ä–į–≤–ł–Ľ–Ĺ–į—ā–į –ł –Ņ–ĺ–≥—Ä–Ķ—ą–Ĺ–ĺ –∑–į–≤–į—Ä–Ķ–Ĺ–į LNG —ā—Ä—ä–Ī–į
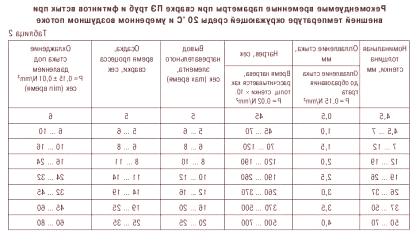
–Ę–į–Ī–Ľ–ł—Ü–į —Ā –Ņ—Ä–Ķ–Ņ–ĺ—Ä—ä—á–į–Ĺ–ł –≤—Ä–Ķ–ľ–Ķ–≤–ł –Ņ–į—Ä–į–ľ–Ķ—ā—Ä–ł –∑–į –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–ĺ–≤–ł —ā—Ä—ä–Ī–ł